Jak odbywa się automatyczne ważenie w fabrykach
Ważenie automatyczne jest pojęciem ogólnym, które obejmuje czynności polegające na określeniu:
- wartości masy (ciężaru) ciał; zmiany masy w czasie;
- odchylenia wartości masy od danej wartości;
- łączną wartość masy przewożonego towaru, a także zważenie wskazanych porcji (dawek).
Ważenie automatyczne realizowane jest za pomocą wag automatycznych, które w zależności od stopnia automatyzacji dzielą się na:
- wagi z automatycznym równoważeniem;
- wagi ze zdalną transmisją i rejestracją odczytów;
- automatyczne wagi porcjowe;
- automatyczne dozowniki porcji;
- ciągłe wagi automatyczne;
- automatyczne wagi ciągłe i automatyczne wagi sortujące.
Przy wyborze wag przemysłowych, stojących lub stołowych należy wziąć pod uwagę kilka istotnych aspektów: ich rodzaj, przeznaczenie (funkcja wagi), materiał konstrukcyjny, objętość, rozmiar, zakres ważenia, dokładność (błąd pomiaru), warunki użytkowania .

W przypadku wag z automatycznym wyważaniem zautomatyzowany jest jedynie proces wyznaczania (wyważania) ładunku. Osiąga się to poprzez odchylanie przeciwwag wahadła lub odkształcanie elastycznych elementów pomiarowych.
Skala samobalansująca ma maksymalny zakres obciążenia 100 g — 1000 t (w zależności od systemu sprzęgu). Wagi laboratoryjne z wyważaniem automatycznym posiadają wyższe klasy dokładności.
Wagi ze zdalną transmisją i rejestracją odczytów to wagi z automatycznym równoważeniem, w których ruch elementów pomiarowych zamieniany jest na sygnał (najczęściej elektryczny).

W celu przeliczenia wskazań podziałek tarczowych i sprężynowych przy dużym (około milimetrowym) odkształceniu sprężystego korpusu podziałki stosuje się selsyny (wadą jest wzrost błędu ze względu na odwrotny wpływ na układ pomiarowy i błędy transmisji ), potencjometry (wadą jest wzrost błędu na skutek tarcia), urządzenia do odczytu impulsów (głowice fotoelektryczne, magnetyczne itp.), enkodery, a także układy śledzące.
Aby przekonwertować odczyty wyważenia sprężyny z niewielkim (dziesiąte części mm lub mniej) odkształceniem ciała sprężystego, mierniki drutu (elektryczne tensometry) i jest używany bezpośredni i odwrotny efekt magnetostrykcji.
Najczęściej do pomiaru masy w automatyzacji procesów technologicznych stosuje się tensometry — przetworniki mierzonej deformacji ciał stałych na sygnał elektryczny. Tensometry rezystancyjne (drutowe i foliowe) są szeroko stosowane, przekształcając odkształcenie w zmianę oporu elektrycznego.
Działanie miernika rezystancji opiera się na właściwości drutu metalowego (lub folii) pod wpływem odkształcenia (naprężenia lub ściskania) w celu zmiany jego oporu elektrycznego.

Jako wagi ze zdalną transmisją i rejestracją odczytów stosowane są również automatyczne (elektromagnetyczne) urządzenia kompensujące siłę, składające się z czujników i układu sprzężenia zwrotnego, który kompensuje zmiany obciążenia czujnika. Prąd (ciśnienie) w pętli sprzężenia zwrotnego jest analogiczny do ciężaru działającego na ogniwo obciążnikowe.
Porcje automatyczne służą do odważania równych porcji materiałów sypkich i płynnych, głównie do ogólnego księgowania lub pakowania. W wagach takich procesy podawania, ważenia i rozładunku materiałów są zautomatyzowane.
Zazwyczaj wagi te są belką, do której zawieszona jest przeciwwaga z obciążnikami oraz kubełek do przyjmowania ładunku.Materiał jest podawany do kubełka grawitacyjnie lub za pomocą podajnika. Po osiągnięciu określonej masy materiału w łyżce ramię wahadłowe zostaje wychylone, podawanie materiału zostaje zatrzymane, a łyżka zostaje rozładowana.
Rzadziej jako automatyczne wagi porcjowe stosowane są wagi z automatycznym równoważeniem lub ze zdalną transmisją i rejestracją odczytów, wyposażone w czujniki, które uruchamiają się po osiągnięciu określonej masy i odcinają dalsze podawanie materiału.

Dozowniki automatyczne służą do sporządzania mieszanek o zadanym składzie i są to wagi konwencjonalne z automatycznym równoważeniem lub ze zdalną transmisją i rejestracją odczytów, wyposażone w układ automatyki kontrolujący podawanie materiałów.Końcowe obciążenie dozowników wsadowych wynosi od kilku g do kilku ton. Klasa dokładności 1b i niższa.
Automatyczne wagi ciągłe służą do określania całkowitej ilości materiałów sypkich transportowanych przenośnikami taśmowymi (wagi przenośnikowe) lub grawitacyjnie (wagi dynamiczne).
W przypadku ważenia towarów na przenośnikach taśmowych część taśmy spoczywa na wspornikach rolkowych montowanych na platformie wagowej lub na czujnikach (napięciowych, pneumatycznych itp.).
Całkowitą wartość masy ładunku przechodzącego przez wagę określa się całkując iloczyn sygnału proporcjonalnego do chwilowej wartości obciążenia przez sygnał proporcjonalny do prędkości taśmy (np. napięcie tachogeneratora).
Do pełnego wyznaczenia masy towarów transportowanych pionowo grawitacyjnie, zasada pomiaru reakcji strumienia materiału na pochyloną płytę lub reakcji silnika elektrycznego obracającego się w płaszczyźnie poziomej na wirniku (ale rodzaj odśrodkowego wentylator) zainstalowany w strumieniu materiału. Kompensacja siły służy do pomiaru odpowiedzi.
Wagi automatyczne o działaniu ciągłym służą do automatycznego dostosowywania przepływu materiału w celu osiągnięcia określonej przepustowości (lub zadanego współczynnika przepustowości, gdy jednocześnie pracuje wiele podajników). Są to wagi automatyczne o pracy ciągłej, wyposażone w system automatycznego sterowania podajnikami regulującymi zużycie materiału.

Najczęściej dozowniki ciągłe stosowane są w postaci krótkiego przenośnika taśmowego wspartego na układzie dźwigni ciężarowych lub na czujnikach (tensometryczny elektryczny, pneumatyczny) i sterującym podajnikiem wibracyjnym. Stosowane są również dozowniki w postaci zbiornika (wiadra), wspomagane przez urządzenie ważące, które reguluje zużycie materiału tak, aby prędkość zmniejszania ciężaru kubła odpowiadała zadanej.
Automatyczne wagi sortujące służą do sortowania produktów (opakowań) według wagi. Aby poprawić dokładność i wydajność, zwykle mierzy się odchylenia masy kontrolowanego produktu od wzorca. Wielkość ugięcia jest mierzona przez układ elektrodynamiczny z kompensacją siły. Sztuczne (odśrodkowe) pole przyspieszające (odśrodkowe wagi sortujące) jest tworzone do sortowania lekkich (rzędu kilku g) produktów.
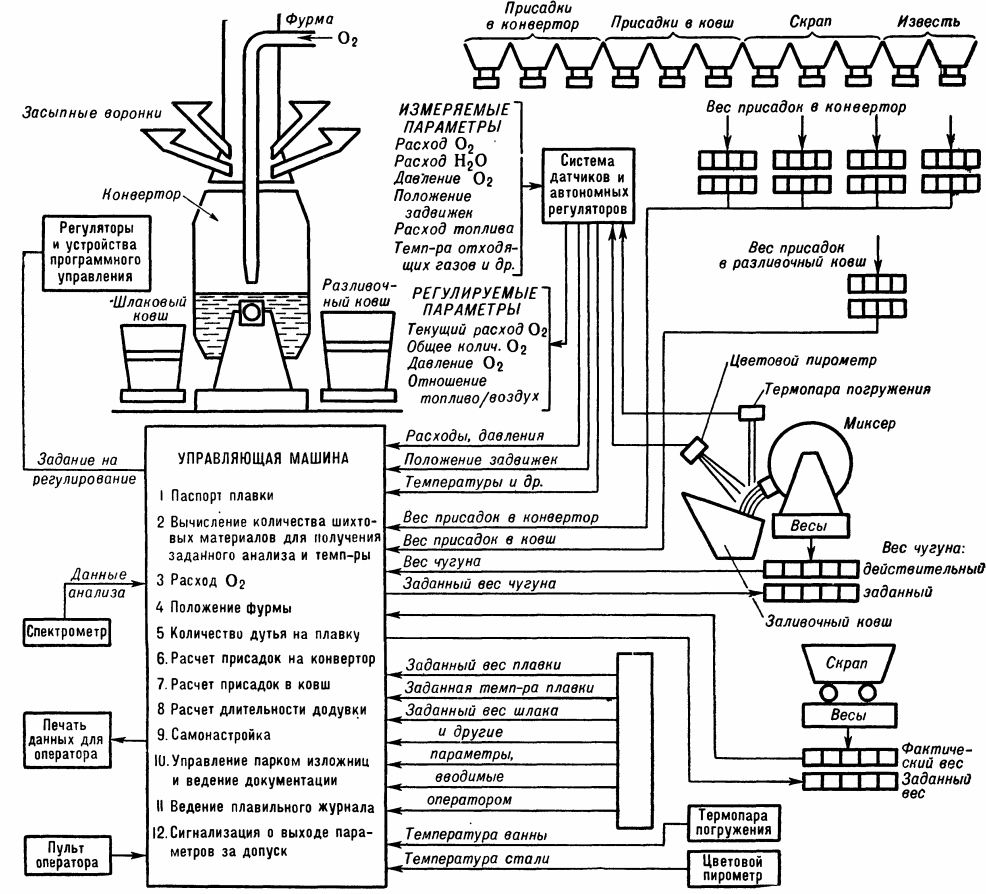
Przykład zastosowania automatycznych urządzeń ważących w schemacie automatyki warsztatu przetwornicowego:
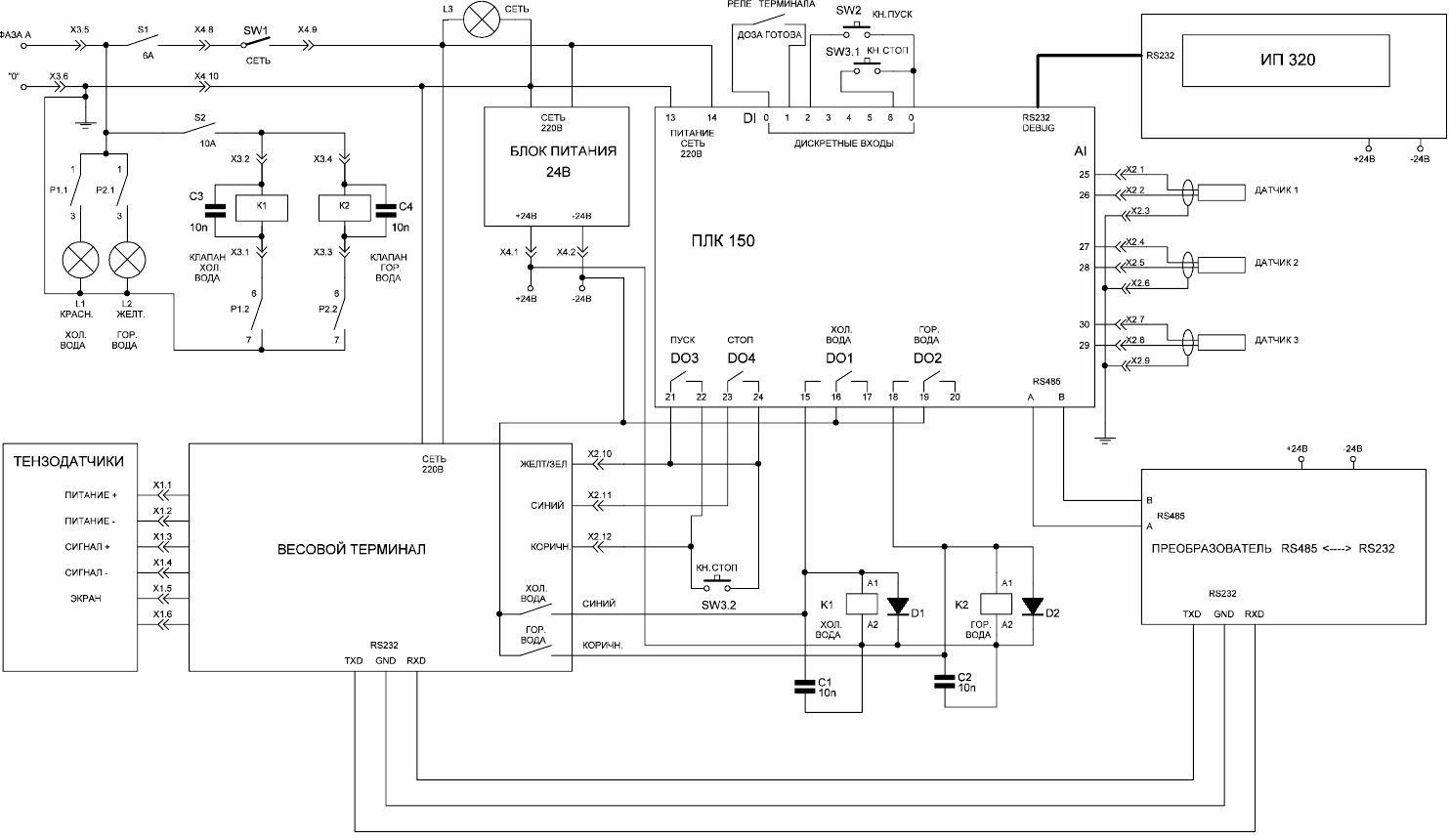
Schemat ideowy nowoczesnej automatycznej szafy dozującej wodę PLC: