Konserwacja styków elektrycznych urządzeń elektrycznych wysokiego napięcia
 Styki części znajdujących się pod napięciem urządzeń, połączeń urządzeń, autobusów itp. są słabym punktem w obwodzie przewodzącym prąd i mogą stać się źródłem awarii i wypadków. Mając to na uwadze, należy dążyć do tego, aby liczba kontaktów była jak najniższa.
Styki części znajdujących się pod napięciem urządzeń, połączeń urządzeń, autobusów itp. są słabym punktem w obwodzie przewodzącym prąd i mogą stać się źródłem awarii i wypadków. Mając to na uwadze, należy dążyć do tego, aby liczba kontaktów była jak najniższa.
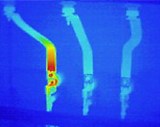
na ryc. 1 przedstawia przekrój obwodu prądowego w jednej z podstacji, z którego widać, że na odcinku abc było siedem styków, a po zamianie trzy. Zbędny gniazdka elektryczne zmniejszając niezawodność zasilania i może prowadzić do awarii i wypadków. Dlatego podczas prac naprawczych należy zapewnić usunięcie zbędnych styków z obwodów i wymianę zawodnych styków na bardziej niezawodne spawane.
Szereg wypadków i usterek ze stykami występuje z powodu nieprawidłowego wykonania połączeń stykowych lub użycia tych, które nie spełniają wymagań GOST, zasad i przepisów, a także niewiarygodnych lub domowych kontaktów.Najwięcej przypadków uszkodzeń styków występuje w przypadku styków prętowych, przejściowych (miedź - aluminium), śrubowych, a zwłaszcza jednośrubowych.
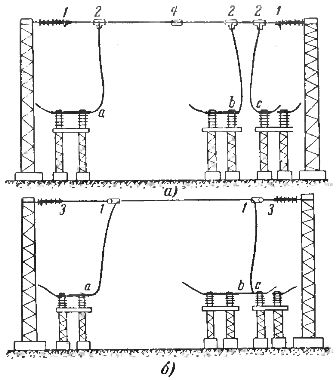
Ryż. 1. Schemat styków sekcji podstacji: a — przed wymianą, b — po wymianie, 1 — zaciski napinające, 2 — zaciski śrubowe, 3 — wkładki stalowe, 4 — zacisk łączący.
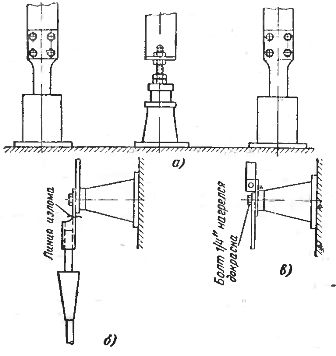
Ryż. 2. Niektóre typowe przypadki uszkodzenia styków z powodu ich niezgodności z wymaganiami norm: a — miedziany rdzeń izolatora jest połączony z szyną aluminiową za pomocą prostej nakrętki, b — pręt kabla w miejscu zerwania nie nie odpowiada przekrojowi kabla, c — miejsce przykręcenia szyny aluminiowej do zacisku miedzianego odłącznika 400 a …
na ryc. 2 pokazuje kilka typowych przypadków uszkodzenia styków. Uszkodzenie widoczne na rys. 2, a, wystąpił na miedzianym styku pręta tulei środkowej fazy podłączonej do szyny płaskiej. Dwie zewnętrzne fazy miały czterośrubowe styki szynowe z przekładnikami prądowymi, a styk środkowego pręta przepustu był połączony wspólną nakrętką z szyną zbiorczą o takim samym przekroju jak fazy zewnętrzne.
Rozbieżność między stykami fazy środkowej a stykami faz końcowych jest oczywista. Obsługa wykryła przegrzanie styku w fazie środkowej, zdemontowała i wyczyściła styk, ale nie podjęła działań w celu jego wymiany, co spowodowało poważną awarię.
Na styku (rys. 2.6) przy pręcie kablowym (starego typu) przekrój miejsca zaznaczonego linią przerwania jest niewystarczający w stosunku do pola przekroju poprzecznego kabla i niepewny pod względem wytrzymałości mechanicznej . Zniszczenie kabla kablowego na najmniejszej linii doprowadziło do poważnego wypadku.
na ryc.3, c pokazuje nieadekwatność przekroju śrub 1/4 «, służących do mocowania dość masywnych szyn zbiorczych między sobą i do odłączników, które to szyny zbiorcze są mocowane do rozłączników za pomocą jednej śruby. Z reguły sprzęt elektryczny powinien być płaski. Dla prądów 200 A i większych zaciski płaskie muszą mieć co najmniej dwie śruby. Personel obsługujący musi zidentyfikować wszystkie kontakty, które nie spełniają współczesnych wymagań i podjąć działania w celu wyeliminowania zidentyfikowanych wad.
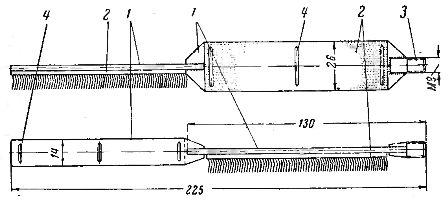
Ryż. 3. Szczotka ręczna do czyszczenia wewnętrznych ścian łączników owalnych i rurowych sekcji środkowych: 1 — blacha stalowa, 2 — taśma cardo, 3 — uchwyt do przykręcania uchwytu, 4 — elastyczny drut do mocowania taśmy cardo.
Podczas napraw i rewizji ogromne znaczenie ma prawidłowy i staranny montaż, czyszczenie, zabezpieczenie antykorozyjne oraz montaż rozłączalnych połączeń stykowych.
W celu zastosowania się do zaleceń dotyczących czyszczenia i smarowania powierzchni styku, aw szczególności łączników owalnych lub rurkowych, należy wyposażyć instalatora w zestaw montażowy zawierający następujące elementy:
1. Szczotka-szczotka do czyszczenia owalnych, okrągłych i płaskich powierzchni stykowych do łączenia przewodów o przekroju od 25 do 600 mm2 (rys. 3). Falbany są owinięte wokół rączki, co jest typowe dla kryz i pędzli o różnych rozmiarach.
2. Zestaw plastikowych słoików z benzyną, smarem antykorozyjnym i wazeliną.
3. Skrzynia, w której przechowuje się i transportuje szczotki, puszki i szmaty lub szmaty do czyszczenia powierzchni stykowych.
Pielęgnacja lutowanych styków
W normalnych warunkach pracy spiekane styki powinny działać bez zdzierania aż do całkowitego zużycia lutu cermetalowego.
Doświadczenia z eksploatacji spiekanych styków wyłączników wysokiego napięcia dużej mocy pokazały, że przejściowa rezystancja spiekanych styków nie wzrasta po wyłączeniu prądów zwarciowych, a nawet nieco spada z powodu topienia miedzi i jej wycieku do powierzchni styku.
Czyszczenie spiekanych metalowych styków pilnikami zwykle przynosi więcej szkody niż pożytku, ponieważ zużyte powierzchnie styków spiekanych w niektórych przypadkach działają lepiej niż nowe. Dlatego czyszczenie powierzchni styków metal-ceramika można wykonać tylko wtedy, gdy na powierzchni styku znajdują się pojedyncze zamarznięte grudki metalu, które należy usunąć, po czym zaleca się przetarcie powierzchni styku szmatką nasączoną benzyną.
Główne wskaźniki charakteryzujące dobry stan styków
Styki elektryczne są tak zaprojektowane, aby rezystancja przewodzenia odcinka obwodu przewodzącego prąd zawierającego styk była równa lub mniejsza od rezystancji odcinka obwodu przewodzącego prąd całego przewodu o tej samej długości. Im wyższy prąd znamionowy, dla którego styk jest przeznaczony, tym mniejsza powinna być rezystancja styku.
Rezystancje styków gwarantowane przez producentów są znane dla różnych urządzeń.Z biegiem czasu rezystancja styków może wzrosnąć z powodu osłabienia docisku styku, tworzenia się twardych warstw tlenków, które są słabymi przewodnikami, spalenia powierzchni styku itp.
Wzrost rezystancji styków śrubowych może nastąpić na skutek osłabienia, poluzowania i naruszenia szczelności styku na skutek drgań lub różnicy współczynników rozszerzalności cieplnej materiałów śrub i gumek stykowych. Gdy śruby ostygną, w materiale styku mogą powstawać zwiększone naprężenia powodujące odkształcenie plastyczne styku, a przy prądach zwarciowych następuje gwałtowne nagrzewanie i rozszerzanie się materiałów styku, co prowadzi do odkształcenia i zniszczenia styku.
Im mniejsza rezystancja styku, tym mniej ciepła wydziela się w nim podczas przepływu prądu i tym więcej prądu może przepłynąć przez taki styk w danej temperaturze.
Wydzielanie ciepła w styku jest proporcjonalne do rezystancji styku i kwadratu natężenia prądu: Q = I2Rset, gdzie Q to ciepło wytwarzane w styku, Rset — rezystancja styku, om, I — prąd płynący przez styk, i, t — czas , sek.
Pomiar temperatury styku nie może dać pożądanych rezultatów, jeśli pomiary te nie są wykonywane w okresie maksymalnego obciążenia. Z okresu W większości przypadków maksymalne obciążenia występują po zmroku, czyli gdy kończy się dzień pracy, nie jest możliwy pomiar temperatury styku na liniach i otwartych podstacjach przy maksymalnych obciążeniach.Ponadto styki są bardziej masywne niż części przewodzące prąd, a pojemność cieplna i przewodność cieplna metali są wysokie, więc nagrzewanie styków nie odpowiada rzeczywistej wadliwości styku, określonej przez przejście opór. …
W niektórych przypadkach do oceny stanu styków wykorzystuje się nie wartość rezystancji styków, ale wartość spadku napięcia w odcinku obwodu przewodzącego prąd, w którym znajduje się połączenie styków. Spadek napięcia będzie proporcjonalny do rezystancji styku i wielkości prądu: ΔU = RkAz, gdzie ΔU to spadek napięcia w obszarze zawierającym styk, Rk to rezystancja styku, Iz to prąd płynący przez styk.
Ponieważ spadek napięcia zależy od wielkości prądu płynącego przez mierzony odcinek obwodu prądowego, sposób porównania spadku napięcia w odcinku obwodu prądowego zawierającym styk i w odcinku niezawierającym styku służy do oceny stanu kontaktu.
Jeśli, gdy prąd o tej samej wielkości przepływa przez odcinki o tej samej długości, spadek napięcia na odcinku zawierającym styk okaże się na przykład 2 razy większy niż spadek napięcia na odcinku całego drutu, to , dlatego opór w kontakcie będzie również 2 razy większy.
W ten sposób stan styku można ocenić za pomocą trzech wskaźników:
a) stosunek rezystancji omowych styku do całego przekroju przewodu,
b) stosunek spadku napięcia na styku do całego przekroju przewodu,
(c) stosunek temperatur styku i całego przewodnika.
W niektórych systemach elektroenergetycznych zwyczajowo nazywa się ten współczynnik „współczynnikiem awarii”.
Współczynnik uszkodzenia styku K1 jest rozumiany jako stosunek rezystancji omowej odcinka zawierającego styk do rezystancji omowej odcinka równego długości całego przewodu: K1 = RDa se/R° С
Współczynnik uszkodzenia styku K2 rozumiany jest jako stosunek spadku napięcia w obszarze zawierającym styk do spadku napięcia w obszarze równym długości całego przewodu przy stałej wartości prądu: K2 = ΔUк /ΔUц
Współczynnik defektu styku K3 rozumiany jest jako stosunek zmierzonej temperatury w styku do temperatury całego przewodu przy tej samej wartości prądu: K3 = TTak/T°C
Współczynnik defektów dla dobrego kontaktu jest zawsze mniejszy niż jeden. Kiedy kontakt się pogarsza, wskaźnik defektów wzrasta, a im większy defekt, tym większy odsetek defektów.
Przeprowadzono wielokrotne kontrole porównawcze poprawności odrzucania uszkodzonych styków poprzez pomiar rezystancji omowej styku przy prądzie stałym za pomocą mikroomomierza, pomiar spadku napięcia w obszarze zawierającym styk oraz pomiar temperatury nagrzewania styku.
Jednocześnie stwierdzono, że współczynnik defektu styków K1 okazał się większy przy pomiarze rezystancji przejściowej przy prądzie stałym niż współczynnik defektu K2, uzyskany mierząc spadek napięcia prądu przemiennego przy obciążeniu roboczym podczas pomiaru temperatury ogrzewania kontaktowego.Tym samym pomiar temperatury nie jest dobrym wskaźnikiem jakości połączenia stykowego.
Styki złączy linii elektroenergetycznych o współczynniku uszkodzeń rezystancji lub spadku napięcia powyżej 2, zgodnie z zasadami eksploatacji technicznej elektrowni i sieci elektroenergetycznych, podlegają wymianie lub naprawie.