Kąpiele solankowe — urządzenie i zastosowanie
 Podczas podgrzewania produktów w płynie, ze względu na wysokie wartości współczynnika przenikania ciepła z cieczy do metalu, można osiągnąć znacznie wyższą szybkość ogrzewania. Z drugiej strony, ze względu na znacznie wyższą przewodność cieplną cieczy w porównaniu z gazami, rozkład temperatur w nich musi być bardziej równomierny, a co za tym idzie nagrzewanie poszczególnych produktów lub części produktu będzie odbywać się w takich samych warunkach.
Podczas podgrzewania produktów w płynie, ze względu na wysokie wartości współczynnika przenikania ciepła z cieczy do metalu, można osiągnąć znacznie wyższą szybkość ogrzewania. Z drugiej strony, ze względu na znacznie wyższą przewodność cieplną cieczy w porównaniu z gazami, rozkład temperatur w nich musi być bardziej równomierny, a co za tym idzie nagrzewanie poszczególnych produktów lub części produktu będzie odbywać się w takich samych warunkach.
Najszybszą szybkość ogrzewania można osiągnąć w ciekłym metalu, takim jak stopiony ołów. Kąpiel ołowiana to żelazny tygiel wypełniony ołowiem, zainstalowany w piec elektryczny szybowy pod osłoną wydechu. Gdy ołów topi się i osiąga określoną temperaturę, opuszczane są do niego małe części, które są szybko podgrzewane, na przykład w celu hartowania lub odpuszczania, podczas gdy przewodność cieplna ołowiu zapewnia wysoką równomierność nagrzewania wpadających do niego części. ale kąpiel ołowiana ma szereg istotnych wad:
• szkodliwa praca z ołowiem, zwłaszcza w wysokich temperaturach,
• niemożność zastosowania do nagrzewania do temperatur powyżej 800°C (przy wyższych temperaturach ołów intensywnie paruje),
• niska pojemność cieplna ołowiu, dzięki czemu szybko stygnie po zanurzeniu w większych częściach.
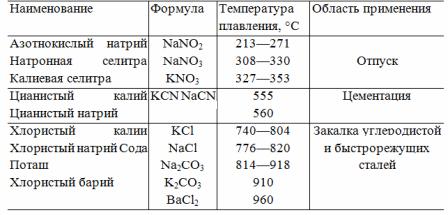
W związku z tym kąpiele ołowiane miały ograniczone zastosowanie. W przeciwieństwie do ołowiu różne sole, azotany i zasady znalazły znacznie szersze zastosowanie. Ponieważ wiele stosowanych soli, azotanów i zasad ma bardzo różne temperatury topnienia, dla dowolnej temperatury w zakresie od 250 do 1300 °C można wybrać taką sól lub mieszaninę soli, aby w tej temperaturze i przy tym samym stopniu odparowywały niewiele czas jest płynny. Tabela 1 podaje temperatury topnienia i obszary zastosowania niektórych soli i azotanów.
Kąpiele solne i solne konstrukcyjnie wykonywane jako kąpiele z ogrzewaniem zewnętrznym, kąpiele z grzałkami wewnętrznymi i elektrodami... Pierwsze dwa rodzaje wykonywane są w stosunkowo niskich temperaturach — są to głównie kąpiele saletrzane i alkaliczne stosowane do obróbki cieplnej profili i blach ze stopów lekkich (450 -525°C).
Zewnętrznie ogrzewane kąpiele solne to prostokątne lub okrągłe naczynie zespawane z gładkiej stali węglowej, umieszczone w szybie z metalowymi grzejnikami.
Kąpiele solne z grzałkami wewnętrznymi są takie same, ale nie mają zewnętrznych elementów grzejnych, a zamiast tego rurowe hermetyczne elementy grzejne są zanurzone w azotanie. Mają istotne zalety:
1. Nieco mniejsze wymiary i mniejsze straty ciepła w porównaniu do zewnętrznych łaźni grzewczych,
2. zużycie stopów grzewczych jest w nich dziesięciokrotnie mniejsze,
3.Są bezpieczniejsze, ponieważ azotany mogą eksplodować przy przegrzaniu w obecności tlenków żelaza, a takie przegrzanie w zewnętrznych kąpielach grzewczych może nastąpić na skutek zanieczyszczenia dolnych warstw azotanów, w wyniku czego dno wanny zostanie przegrzane przez dolne grzałki.
Wadą promienników rurowych w kąpielach azotanowych jest ich krótki czas eksploatacji ze względu na wysoką temperaturę i korozję płaszcza rurki azotanami.
Tabela 1. Temperatura topnienia i zakres niektórych soli
Kąpiele solne i alkaliczne obu typów osiągają bardzo duże rozmiary (długość 6-8 m) i moc kilkuset kilowatów.Do wyższych temperatur stosuje się kąpiele z elektrodą. Są to metalowy lub ceramiczny tygiel wypełniony solą, do którego opuszczane są metalowe elektrody zasilane przez transformator obniżający napięcie o napięciu 8-25 V.
W stanie zimnym sól prawie nie przewodzi prądu, ale jeśli jest ogrzewana przez jakieś zewnętrzne źródło, wówczas między elektrodami powstaje prąd i uwalnia ciepło Joule'a do soli. Dlatego sama stopiona sól służy jako grzejnik w takich kąpielach, w których zanurzone są przedmioty przeznaczone do ogrzania.
Wanny elektrodowe dostarczane są z osłoną i elektrodami zewnętrznymi. Te pierwsze nie są obecnie stosowane ze względu na niską wydajność i nierównomierne nagrzewanie. W takich kąpielach gęstość prądu na powierzchni elektrod ze względu na duże wymiary tych ostatnich nie jest duża, dlatego występuje w nich jedynie naturalny obieg termiczny soli, który wyrównuje temperatury w tych ostatnich na całej wysokości. Niemniej jednak w takich kąpielach różnica temperatur na górnym i dolnym poziomie może sięgać 20-25°C.
Tak więc główną wadą takich kąpieli jest niedostatecznie intensywna cyrkulacja soli, co prowadzi do zmniejszenia szybkości nagrzewania produktów, a co za tym idzie pracy kąpieli oraz do nierównomiernego rozkładu temperatury w niej wzdłuż wysokość.
Co więcej, w tych kąpielach obecne linie wypełniają prawie całą objętość soli; dlatego prąd przepływa również przez produkty. Przy niekorzystnym kształcie tych ostatnich (ostre krawędzie, cienkie mostki między dwiema częściami produktu) może dojść do koncentracji w nich zwiększonych gęstości prądu, co doprowadzi do przegrzania i może doprowadzić do odrzucenia lub nawet stopienia.
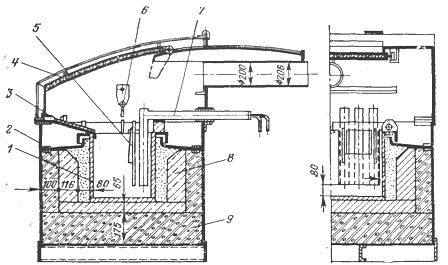
Ryż. 1. Kąpiel solankowa ze zdalnymi elektrodami i przegrodą: 1 — wanna, 2 — okładzina, 3 — fartuch, 4 — parasol, 5 — przegroda: 6 — pirometr, 7 — elektroda, 8 — mur ogniotrwały, 9 — izolacja termiczna.
Wady te są eliminowane przez elektrodowe kąpiele solne z coraz bardziej rozpowszechnionymi elektrodami zewnętrznymi. W nich elektrody to dwa pręty o przekroju prostokątnym lub okrągłym, opuszczone do soli w odległości 25-50 mm od siebie.
W takich kąpielach prawie wszystkie linie prądowe znajdują się w przestrzeni między dwiema elektrodami, dlatego przez nagrzane części przepływają tylko znikome prądy, a poszczególne ich punkty nie przegrzewają się. Ponadto, aby całkowicie wykluczyć przepływ prądu przez części, część komory, w której znajdują się elektrody, można oddzielić od jej części roboczej przegrodą (ryc. 1).
Ponieważ gęstość prądu między prętami jest bardzo duża, sól między nimi ulega przegrzaniu i rozpoczyna się intensywna cyrkulacja termiczna, a ogrzane cząsteczki soli wznoszą się w przestrzeń między elektrodami i na górnym poziomie rozchodzą się po objętości kąpieli, podczas gdy zimniejsze niższe warstwy wstawiają się w przestrzeń międzyelektrodową poniżej.
Przy bardzo dużych gęstościach prądu między elektrodami (około 15-25 A/cm2) zaczynają dominować siły elektromagnetyczne, wrzucające sól do przestrzeni międzyelektrodowej, w wyniku czego odwraca się kierunek krążenia i zwiększa się jego intensywność. Taki wymuszony obieg soli znacznie zwiększa zarówno współczynnik przenikania ciepła z soli do produktów, jak i równomierność nagrzewania produktów wzdłuż wysokości kąpieli (do ± 3°C).
Ze względu na wymienione zalety kąpiele z elektrodami zewnętrznymi są w ostatnim czasie coraz szerzej stosowane. Kąpiele solne produkowane są jednofazowe i trójfazowe (rys. 1) o mocy od 20 do 150 kW i różnych temperaturach do 1300°C. Stosowane są do podgrzewania różnych produktów do hartowania i odpuszczania, a przede wszystkim do narzędzi (m.in. stale szybkotnące), a także do wyżarzania izotermicznego.Dodatkowo dobierając w nich odpowiedni skład soli, można zapewnić prowadzenie obróbki cieplno-chemicznej, operacji nawęglania i cyjanowania stali.
Znaną zaletą ogrzewania w kąpielach solnych jest pokrycie wyjętych z kąpieli przedmiotów cienką warstwą soli. Folia ta chroni powierzchnię produktu przed utlenianiem w powietrzu, jednocześnie pękając i odbijając się po schłodzeniu lub zanurzeniu w zbiorniku chłodzącym.
Żaroodporne tygle metalowe kąpieli elektrodowych pracujące do 1000°C wykonane są ze stali chromoniklowych, a ich żywotność można przyjąć na 1 rok. Tygle ceramiczne można stosować w temperaturze do 1400°C, można je całkowicie zagęszczać, wypalać lub składać z pojedynczych wypalanych płyt ceramicznych o wysokiej zawartości aluminium, połączonych ze sobą w roztworze.
Elektrody mogą być wykonane ze stali chromoniklowych lub stali niskowęglowych np. klasy 10. Elektrody przebywają w kąpielach wysokotemperaturowych przez 3-6 miesięcy, w kąpielach średniotemperaturowych do roku.
Ważną rolę odgrywa rozmieszczenie pokryw wanny solnej... Otwarte lustro solne emituje ilość energii równą ok. 5-6-krotności utraty ciepła zamkniętej wanny o temperaturze 1000°C. Dlatego przykrycie wanny musi być odpowiednio izolowane , jednocześnie musi być łatwe do złożenia lub przesunięcia na bok podczas załadunku i rozładunku. Znaczne zmniejszenie strat lustra łazienkowego można osiągnąć poprzez pokrycie jego powierzchni warstwą proszku węglowego grafitu komórkowego.
Ponieważ sól nie jest przenoszona w stanie zimnym, konieczne jest jej ogrzanie, aby uruchomić kąpiel. Najwygodniejsze jest zastosowanie początkowej odporności na nichrom. Ten ostatni, zanim kąpiel zastygnie, zanurza się w soli i podłącza do dwóch elektrod. Gdy kąpiel jest podgrzewana, prąd transformatora przepływający przez rezystancję ogrzewa ją, dzięki czemu warstwy soli przylegające do rezystancji nagrzewają się i z kolei zaczynają przewodzić. Rezystor jest następnie wyłączany i usuwany z soli.Dla takiej rezystancji można dopuścić bardzo dużą moc właściwą powierzchniową rzędu 10-15 W/cm2. Należy jednak pamiętać, że podczas pracy w soli nichrom staje się bardzo delikatny i wymaga ostrożnego obchodzenia się.
Czasami zamiast metalowego opornika między elektrodami, po wyłączeniu pieca układane są kawałki węgla elektrodowego, które nagrzewając się przy włączonej kąpieli podgrzewają sól. Na koniec możesz po prostu ogrzać obszary solne w pobliżu elektrod za pomocą palnika gazowego. Operacja grzania wanny jest dość długa, dlatego czasem lepiej nie schładzać wanny przez noc, pozostawiając ją włączoną ze zmniejszonym napięciem.
Oprócz przerywanych kąpieli elektrodowych stosowane są również jednostki ciągłe... W przypadku kąpieli indywidualnych nad kąpielą można zastosować przenośnik taśmowy do przenoszenia części i zanurzania ich w soli. Jednostki do złożonych procesów obróbki cieplnej, przeprowadzane sekwencyjnie w kilku kąpielach, są bardziej złożone, ponieważ wymaga to stworzenia naprzemiennego ruchu części w kierunku poziomym i pionowym. Zwykle zadanie to rozwiązuje się za pomocą przenośnika lub karuzeli z urządzeniem podnoszącym.
Tak więc, w porównaniu do konwencjonalnych pieców elektrycznych, kąpiele solne mają następujące zalety:
1. duża szybkość nagrzewania, a co za tym idzie wysoka wydajność przy równych wymiarach,
2. łatwe do wykonania różnego rodzaju obróbki cieplnej i cieplno-chemicznej,
3. ochrona produktów przed utlenianiem podczas ogrzewania i chłodzenia.
Wady kąpieli solnych są następujące:
1.duże jednostkowe zużycie energii ze względu na zwiększone straty ciepła z lustra łazienkowego i konieczność jego ciągłej pracy ze względu na czas trwania i złożoność ogrzewania (to ostatnie powoduje pracę niedociążoną),
2. dość duże spożycie soli,
3. trudne warunki pracy nawet przy dobrej wentylacji.
Powszechność kąpieli solnych tłumaczy się tym, że w wielu przypadkach ich zalety przeważają nad wadami.
Dla najniższych temperatur stosuje się kąpiele olejowe, wykonywane z ogrzewaniem zarówno wewnętrznym, jak i zewnętrznym. Kotły elektrodowe do podgrzewania wody i wytwarzania pary wodnej działają na tej samej zasadzie co elektrodowe kąpiele solne.