Izolacja suszarni uzwojeń maszyn elektrycznych
 Maszyny elektryczne wysychają, gdy zamoczy się izolacja uzwojeń i innych części pod napięciem, na przykład podczas transportu, przechowywania, instalacji i naprawy, a także gdy urządzenie jest wyłączone przez długi czas.
Maszyny elektryczne wysychają, gdy zamoczy się izolacja uzwojeń i innych części pod napięciem, na przykład podczas transportu, przechowywania, instalacji i naprawy, a także gdy urządzenie jest wyłączone przez długi czas.
Suszenie izolacji uzwojeń maszyn elektrycznych bez specjalnej potrzeby powoduje dodatkowe nieuzasadnione koszty, a jeśli tryb suszenia nie jest utrzymywany prawidłowo, dodatkowo dochodzi do uszkodzenia uzwojenia.
Celem suszenia jest usunięcie wilgoci z izolacji uzwojeń i zwiększenie rezystancji do wartości umożliwiającej zasilenie maszyny elektrycznej. Bezwzględna rezystancja MΩ izolacji maszyn elektrycznych, które przeszły poważną naprawę, musi wynosić co najmniej 0,5 MΩ w temperaturze 10–30 ° C.
 Dla nowo instalowanych maszyn elektrycznych wartość ta nie powinna być niższa od wartości podanych w tabeli. 2, a dla silników elektrycznych o napięciu większym niż 2 kV lub większym niż 1000 kW dodatkowo należy określić za pomocą megaomomierza współczynnik absorpcji stosunek ka6c lub R60 / R15.
Dla nowo instalowanych maszyn elektrycznych wartość ta nie powinna być niższa od wartości podanych w tabeli. 2, a dla silników elektrycznych o napięciu większym niż 2 kV lub większym niż 1000 kW dodatkowo należy określić za pomocą megaomomierza współczynnik absorpcji stosunek ka6c lub R60 / R15.
Jeżeli uzyskane dane wskazują na niezadowalający stan izolacji, maszyny elektryczne są suszone.
Usuwanie wilgoci z izolacji uzwojenia maszyny elektrycznej następuje na zasadzie dyfuzji, która powoduje przemieszczanie się wilgoci w kierunku przepływu ciepła z cieplejszej części uzwojenia do zimniejszej.
Ruch wilgoci jest spowodowany różnicą wilgotności w różnych warstwach izolacji, z warstw o wyższej wilgotności wilgoć przemieszcza się do warstw o niższej wilgotności. Z kolei spadek wilgotności wynika ze spadku temperatury. Im większa różnica temperatur, tym intensywniejsze wysychanie izolacji. Na przykład ogrzewając prądem wewnętrzne części cewki, można wytworzyć różnicę temperatur między wewnętrzną i zewnętrzną warstwą izolacji, a tym samym przyspieszyć proces suszenia.
W celu przyspieszenia suszenia wężownice nagrzane do temperatury granicznej należy okresowo schładzać do temperatury otoczenia. Dlatego efektywność dyfuzji ciepła jest tym większa, im szybciej ochładzają się wierzchnie warstwy izolacji.
Sekcja. 1. Przybliżony czas suszenia maszyn elektrycznych
Samochody elektryczne Minimalny czas, h, do osiągnięcia temperatury Czas suszenia, h 50°C 70°C Ogólne minimum po osiągnięciu stabilnej rezystancji izolacji, MOhm Małe i średnie moce 2 — 3 5 — 7 15 — 20
3 — 5
Otwarta konstrukcja o dużej mocy 10 — 16 15 — 25 40 — 60 5 — 10 Otwarta konstrukcja o dużej mocy 20 — 30 25 — 50 70-100
10 — 15
Podczas procesu suszenia cewki i stal muszą być nagrzewane stopniowo, ponieważ przy szybkim nagrzewaniu temperatura wewnętrznych części maszyny może osiągnąć niebezpieczną wartość, podczas gdy nagrzewanie części zewnętrznych będzie nadal znikome.
 Szybkość wzrostu temperatury cewki podczas suszenia nie powinna przekraczać 4 — 5 ° C na godzinę. Według PTE konsumenckich instalacji elektrycznych pomiar rezystancji izolacji do korpusu maszyny oraz między uzwojeniami przeprowadza się dla uzwojeń maszyn elektrycznych o napięciu do 660 V włącznie megaomomierz z 1000 V, a dla maszyn elektrycznych napięcie jest wyższe niż 660 V — z megaomomierzem na 2500 V.
Szybkość wzrostu temperatury cewki podczas suszenia nie powinna przekraczać 4 — 5 ° C na godzinę. Według PTE konsumenckich instalacji elektrycznych pomiar rezystancji izolacji do korpusu maszyny oraz między uzwojeniami przeprowadza się dla uzwojeń maszyn elektrycznych o napięciu do 660 V włącznie megaomomierz z 1000 V, a dla maszyn elektrycznych napięcie jest wyższe niż 660 V — z megaomomierzem na 2500 V.
Jednak zgodnie z GOST 11828 — 75 rezystancja uzwojeń maszyn elektrycznych na napięcie znamionowe do 500 V włącznie jest mierzona megaomomierzem przeznaczonym na napięcie 500 V uzwojeń maszyn elektrycznych na napięcie znamionowe większe niż 500 V — z megaomomierzem na 1000 V. Dlatego PTE nieco zaostrzają wymagania dotyczące badania izolacji megaomomierzem.
Pomiar rezystancji izolacji produkowane przy temperaturze uzwojenia 75 ° C. Jeżeli rezystancja izolacji uzwojeń jest mierzona w innej temperaturze, ale nie niższej niż 10 ° C, można ją przeliczyć na temperaturę 75 ° C.
Przed wysuszeniem izolacji uzwojeń maszyn elektrycznych pomieszczenie należy oczyścić z gruzu, kurzu i brudu. Maszyny elektryczne należy dokładnie sprawdzić i przedmuchać sprężonym powietrzem. Podczas suszenia należy zmierzyć rezystancję izolacji każdego uzwojenia maszyny elektrycznej względem uziemionego korpusu maszyny oraz pomiędzy uzwojeniami (rys. 1).
Każdorazowo przed pomiarem należy usunąć ładunki resztkowe w izolacji; w tym celu uzwojenie jest uziemione do obudowy na 3-4 minuty. Ponadto podczas suszenia uzwojeń maszyn elektrycznych niezbędny jest pomiar temperatury uzwojeń, otaczającego powietrza oraz prądu suszenia. W praktyce w wyniku wysychania uzwojeń maszyn elektrycznych rezystancja izolacji w temperaturze 750°C nie powinna być niższa od danych w tabeli. 2.
Sekcja. 2. Najmniejsza dopuszczalna rezystancja izolacji uzwojeń maszyn elektrycznych po wysuszeniu
Maszyny lub ich części Najmniejsza dopuszczalna rezystancja izolacji Stojany maszyny prądu przemiennego o napięciu roboczym: powyżej 1000 V 1 megaom przy 1 kV napięciu roboczym do 1000 V 0,5 MOhm przy 1 kV Tworniki maszyn prądu stałego o napięciu do 750 V w tym 1 MOhm na 1 kV Wirniki silników elektrycznych asynchronicznych i synchronicznych (wraz z całym obwodem wzbudzenia) 1 MΩ na 1 kV, ale nie mniej niż 0,2 — 0,5 MΩ Silniki elektryczne na napięcie 3000 V i więcej: stojany 1 MOhm przy 1 wirniki kV 0,2 MOhm przy 1 kV 
Suszenie uzwojeń maszyn elektrycznych metodą strat indukcyjnych w stali
W ostatnich latach wprowadzono racjonalne metody suszenia silników elektrycznych przez straty indukcyjne w stali stojana maszyn stacjonarnych, które nie są związane z przepływem prądu bezpośrednio do uzwojeń. W tej metodzie suszenia występują dwa rodzaje: straty w czynnej stali stojana i straty w obudowie stojana.
Nagrzewanie silników elektrycznych odbywa się przez straty spowodowane odwróceniem magnesowania i prądy wirowe w stali czynnej stojana silnika elektrycznego prądu przemiennego lub cewki indukcyjnej maszyny prądu stałego od zmiennego strumienia magnetycznego generowanego w maszynach w rdzeniu stojana i obudowie maszyny.
Zmienny strumień magnetyczny jest tworzony przez specjalną cewkę magnesującą nawiniętą na korpusie maszyny na jej zewnętrznej powierzchni poprzez przeciągnięcie drutów pod ramą (ryc. 1, a) lub na korpusie i osłonach łożysk (ryc. 1, b), zmienne pole magnetyczne strumień może powstać i ze strat indukcyjnych w aktywnej stali stojana i korpusie maszyny elektrycznej (ryc. 1, c).
Wirnik maszyny indukcyjnej lub synchronicznej musi zostać usunięty w celu nawinięcia magnesujących zwojów stojana.
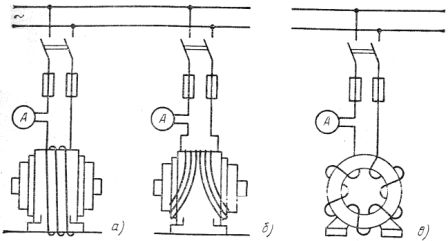
Ryż. 1. Suszenie maszyn elektrycznych od strat indukcyjnych w stali: o - w obudowie maszyny, b - w obudowie i tarczach łożyskowych, c - w obudowie i stali czynnej stojana
Cewka magnesująca jest wykonana z izolowanego drutu, przekrój poprzeczny i liczba zwojów są określone przez odpowiednie obliczenia.
W procesie suszenia rezystancja izolacji uzwojeń maszyn elektrycznych w pierwszym okresie suszenia maleje, następnie wzrasta i po osiągnięciu określonej wartości staje się stała. Na początku suszenia mierzy się rezystancję izolacji co 30 minut, a po osiągnięciu temperatury ustalonej co godzinę.
Wyniki zapisuje się w dzienniczku suszenia i jednocześnie rysuje krzywe (rys. 2) zależności rezystancji izolacji i temperatury uzwojeń od czasu suszenia.Pomiary rezystancji izolacji, temperatury uzwojeń i temperatury otoczenia trwają do całkowitego ostygnięcia maszyny elektrycznej.
Suszenie uzwojeń maszyny elektrycznej zostaje zatrzymane, gdy rezystancja izolacji praktycznie nie zmienia się w stałej temperaturze przez 3 do 5 godzin, a ka6c wynosi co najmniej 1,3.
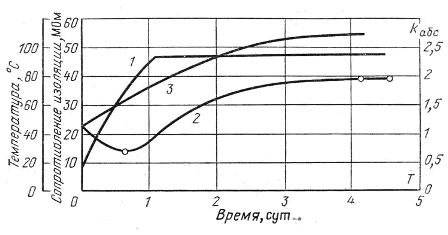
Ryż. 2. Krzywe zależności rezystancji izolacji 2, współczynnika pochłaniania 3 i temperatury uzwojenia 1 maszyny elektrycznej od czasu suszenia

Suszenie izolacji uzwojeń silników elektrycznych w piecu suszarniczym