Ogrzewanie dielektryczne
Co to jest ogrzewanie dielektryczne
 Ogrzewanie dielektryczne odnosi się do ogrzewania dielektryków i półprzewodników w zmiennym polu elektrycznym, pod wpływem którego nagrzany materiał ulega polaryzacji. Polaryzacja to proces przemieszczania się powiązanych ładunków, prowadzący do pojawienia się momentu elektrycznego na każdym makroskopowym elemencie objętości.
Ogrzewanie dielektryczne odnosi się do ogrzewania dielektryków i półprzewodników w zmiennym polu elektrycznym, pod wpływem którego nagrzany materiał ulega polaryzacji. Polaryzacja to proces przemieszczania się powiązanych ładunków, prowadzący do pojawienia się momentu elektrycznego na każdym makroskopowym elemencie objętości.
Polaryzację dzielimy na sprężystą i relaksacyjną: sprężysta (bez bezwładności) określa energię pola elektrycznego, a relaksacja (bezwładność) określa ciepło uwalniane w nagrzanym materiale. W polaryzacji relaksacyjnej przez zewnętrzne pole elektryczne wykonywana jest praca w celu pokonania sił wewnętrznych wiązań („tarcia”) atomów, cząsteczek, naładowanych kompleksów. Połowa tej pracy jest zamieniana na ciepło.
Moc uwalniana w dielektryku jest zwykle odnoszona do jednostki objętości i jest obliczana według wzoru

gdzie γ to złożone przewodnictwo sprzężone materiału, EM to natężenie pola elektrycznego w materiale.
Złożone przewodzenie

Tutaj εr jest całkowitą zespoloną stałą dielektryczną.
Część rzeczywista ε', zwana stałą dielektryczną, wpływa na ilość energii, jaką można zmagazynować w materiale. Część urojona ε «, zwana współczynnikiem strat, jest miarą energii (ciepła) rozpraszanej w materiale.
Współczynnik strat uwzględnia energię rozpraszaną w materiale w wyniku zarówno prądów polaryzacyjnych, jak i upływowych.
W praktyce obliczenia wykorzystują wartość zwaną tangensem kąta strat:

Tangens kąta strat określa stosunek energii zużytej na ogrzewanie do zmagazynowanej energii oscylacji elektromagnetycznych.
Biorąc pod uwagę powyższe, objętościowa właściwa moc czynna, W / m3:

Lub

Zatem właściwa moc objętościowa jest proporcjonalna do kwadratu natężenia pola elektrycznego w ogrzanym materiale, częstotliwości i współczynnika strat.
Siła pola elektrycznego w nagrzanym materiale zależy od przyłożonego napięcia, stałej dielektrycznej ε', położenia i kształtu elektrod tworzących pole. W niektórych z najczęstszych przypadków w praktyce położenie elektrod, siła pola elektrycznego jest obliczana za pomocą wzorów pokazanych na rysunku 1.
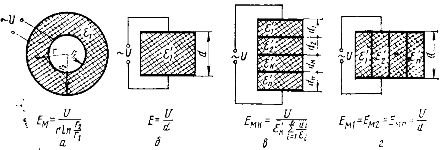
Ryż. 1. Do obliczenia natężenia pola elektrycznego: a — kondensator cylindryczny, b — kondensator płaski jednowarstwowy, c, d — kondensator płaski wielowarstwowy z układem warstw materiałów odpowiednio w kierunku poprzecznym i wzdłuż pola elektrycznego .
Należy zauważyć, że graniczna maksymalna wartość Em jest ograniczona wytrzymałością elektryczną ogrzewanego materiału. Napięcie nie powinno przekraczać połowy napięcia przebicia.Wydajność dla nasion zbóż i roślin warzywnych przyjmuje się w zakresie (5 … 10) 103 V / m, dla drewna — (5 … 40) 103 V / m, polichlorku winylu — (1 … 10 ) 105 V / m.
Współczynnik strat ε « zależy od składu chemicznego i struktury materiału, jego temperatury i wilgotności, od częstotliwości i natężenia pola elektrycznego w materiale.
Charakterystyki ogrzewania dielektrycznego materiałów
Ogrzewanie dielektryczne jest stosowane w różnych gałęziach przemysłu i rolnictwie.
Główne cechy ogrzewania dielektrycznego są następujące.
1. Ciepło uwalniane jest w samym nagrzanym materiale, co umożliwia dziesiątki i setki razy przyspieszenie nagrzewania (w porównaniu z ogrzewaniem konwekcyjnym) Jest to szczególnie zauważalne w przypadku materiałów o niskim przewodnictwie cieplnym (drewno, zboże, tworzywa sztuczne itp.). ).
2. Ogrzewanie dielektryczne jest selektywne: specyficzna moc objętościowa i odpowiednio temperatura każdego składnika niejednorodnego materiału jest inna. Funkcja ta wykorzystywana jest w rolnictwie np. przy odkażaniu zboża i kiszeniu jedwabników,
3. Podczas suszenia dielektrycznego wewnątrz materiału uwalniane jest ciepło, dlatego temperatura w środku jest wyższa niż na obrzeżach. Wilgoć wewnątrz materiału przemieszcza się z mokrej do suchej iz gorącej do zimnej. Tak więc podczas suszenia konwekcyjnego temperatura wewnątrz materiału jest niższa niż na obrzeżach, a przepływ wilgoci na skutek gradientu temperatury zapobiega przemieszczaniu się wilgoci na powierzchnię. To znacznie zmniejsza efektywność suszenia konwekcyjnego. Podczas suszenia dielektrycznego strumienie wilgoci spowodowane różnicą temperatur i zawartością wilgoci pokrywają się.Jest to główna zaleta suszenia dielektrycznego.
4. Podczas ogrzewania i suszenia w polu elektrycznym o wysokiej częstotliwości zmniejsza się współczynnik strat i odpowiednio moc przepływu ciepła. Aby utrzymać moc na wymaganym poziomie, należy zmienić częstotliwość lub napięcie dostarczane do kondensatora.
Instalacje grzewcze dielektryczne
Przemysł wytwarza zarówno specjalistyczne instalacje wysokiej częstotliwości przeznaczone do obróbki cieplnej jednego lub kilku rodzajów wyrobów, jak i instalacje ogólnego zastosowania. Pomimo tych różnic wszystkie instalacje wysokiej częstotliwości mają ten sam schemat strukturalny (rys. 2).
Materiał jest podgrzewany w kondensatorze roboczym urządzenia wysokiej częstotliwości 1. Napięcie wysokiej częstotliwości jest dostarczane do kondensatora roboczego przez blok pośrednich obwodów oscylacyjnych 2, przeznaczonych do regulacji mocy i regulacji generatora 3. Generator lampy przetwarza napięcie stałe odbierane z prostownika półprzewodnikowego 4, w napięciu przemiennym wysokiej częstotliwości. Jednocześnie co najmniej 20 ... 40% całej energii otrzymanej z prostownika zużywa się w generatorze lampy.
Większość energii jest tracona na anodzie lampy, która musi być chłodzona wodą. Anoda lampy jest zasilana względem ziemi napięciem 5…15 kV, dlatego układ izolowanego zasilania wodą chłodzącą jest bardzo złożony. Transformator 5 ma na celu zwiększenie napięcia sieciowego do 6 ... 10 kV i rozłączenie przewodzącego połączenia między generatorem a siecią elektryczną. Blok 6 służy do włączania i wyłączania instalacji, sekwencyjnego wykonywania operacji technologicznych oraz ochrony przed trybami awaryjnymi.
Dielektryczne instalacje grzewcze różnią się od siebie mocą i częstotliwością generatora, budową urządzeń pomocniczych przeznaczonych do przemieszczania i utrzymywania obrabianego materiału, a także do mechanicznego oddziaływania na niego.
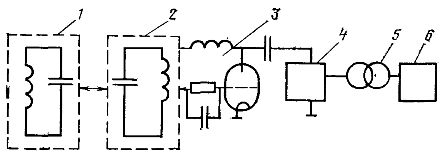
Ryż. 2. Schemat blokowy instalacji wysokiej częstotliwości: 1 — urządzenie wysokiej częstotliwości z kondensatorem obciążającym, 2 — blok pośrednich obwodów oscylacyjnych z regulatorem mocy, dostrajaniem pojemności i indukcyjności, 3 — generator lampy z separacją anod i sieci obwody, 4 — prostownik półprzewodnikowy: 5 — transformator podwyższający napięcie, c — blok zabezpieczający instalację przed nieprawidłowymi trybami pracy.
Przemysł produkuje dużą liczbę instalacji wysokiej częstotliwości do różnych celów. Do obróbki cieplnej produktów stosuje się seryjne generatory wysokiej częstotliwości, dla których produkowane są specjalistyczne urządzenia.
Wybór generatora do grzania dielektrykiem sprowadza się do określenia jego mocy i częstotliwości.
Moc oscylacyjna Pg generatora wysokiej częstotliwości musi być większa niż przepływ ciepła Ф niezbędny do obróbki cieplnej materiału o wartość strat w kondensatorze roboczym i bloku pośrednich obwodów oscylacyjnych:
gdzie ηk to sprawność kondensatora roboczego, zależna od pola powierzchni wymiany ciepła, współczynnika przejmowania ciepła oraz różnicy temperatur między materiałem a ośrodkiem ηk = 0,8...0,9, ηe to sprawność elektryczna obwód oscylacyjny ηe = 0,65 ... 0 , 7, ηl — sprawność z uwzględnieniem strat w przewodach przyłączeniowych wielkiej częstotliwości ηl = 0,9 ... 0,95.
Moc pobierana przez generator z sieci:
Tutaj ηg jest sprawnością generatora ηg = 0,65 … 0,85.
Całkowita wydajność instalacji wysokiej częstotliwości jest określona przez iloczyn sprawności wszystkich jej jednostek i wynosi 0,3 ... ... 0,5.
Tak niska sprawność jest istotnym czynnikiem uniemożliwiającym powszechne stosowanie ogrzewania dielektrycznego w produkcji rolnej.
Efektywność energetyczną instalacji wysokiej częstotliwości można poprawić wykorzystując ciepło wydzielane przez generator.
Częstotliwość prądu podczas nagrzewania dielektryków i półprzewodników dobierana jest na podstawie wymaganego przepływu ciepła F. W obróbce cieplnej produktów rolniczych określony przepływ objętościowy jest ograniczony dopuszczalną szybkością ogrzewania i suszenia. Z równowagi sił w kondensatorze roboczym mamy

gdzie V to objętość ogrzanego materiału, m3.
Minimalna częstotliwość, z jaką odbywa się proces technologiczny przy danej prędkości:

gdzie Emax jest maksymalnym dopuszczalnym natężeniem pola elektrycznego w materiale, V / m.
Wraz ze wzrostem częstotliwości Em maleje, a tym samym wzrasta niezawodność procesu technologicznego. Istnieją jednak pewne ograniczenia dotyczące zwiększania częstotliwości. Zwiększanie częstotliwości jest niepraktyczne, jeśli współczynnik strat gwałtownie spada. Ponadto wraz ze wzrostem częstotliwości dopasowanie parametrów obciążenia i generatora staje się coraz trudniejsze. Maksymalna częstotliwość, Hz, przy której świadczona jest niniejsza umowa:
gdzie L i C są minimalnymi możliwymi równoważnymi wartościami indukcyjności i pojemności obwodu obciążenia z kondensatorem roboczym.
Przy dużych wymiarach liniowych kondensatora roboczego wzrost częstotliwości może prowadzić do nierównomiernego rozkładu napięcia na elektrodzie, a tym samym do nierównomiernego nagrzewania. Maksymalna dopuszczalna częstotliwość, Hz, dla tego warunku
gdzie l jest największym rozmiarem płytki kondensatora roboczego, m.