Napędy elektryczne do maszyn CNC
 Nowoczesne wielofunkcyjne maszyny do obróbki skrawaniem metali oraz roboty przemysłowe wyposażone są w wielosilnikowe napędy elektryczne, które poruszają ciałami wykonawczymi wzdłuż kilku osi współrzędnych (rys. 1).
Nowoczesne wielofunkcyjne maszyny do obróbki skrawaniem metali oraz roboty przemysłowe wyposażone są w wielosilnikowe napędy elektryczne, które poruszają ciałami wykonawczymi wzdłuż kilku osi współrzędnych (rys. 1).
Sterowanie pracą maszyny CNC odbywa się za pomocą standardowych systemów generujących polecenia zgodnie z programem zdefiniowanym w postaci cyfrowej. Stworzenie wysokowydajnych mikrokontrolerów i mikrokomputerów jednoukładowych, składających się na programowalny rdzeń procesora, umożliwiło za ich pomocą automatyczne wykonywanie wielu operacji geometrycznych i technologicznych, a także bezpośrednie cyfrowe sterowanie elektrycznym układem napędowym i elektroautomatyka.
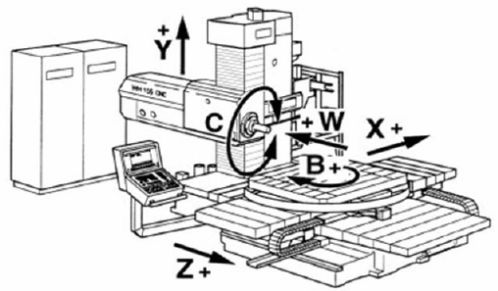
Ryż. 1. Układ napędowy frezarki CNC
Rodzaje napędów elektrycznych do maszyn CNC i wymagania wobec nich
Proces skrawania metalu odbywa się poprzez wzajemny ruch obrabianej części i ostrza narzędzia skrawającego.Napędy elektryczne są częścią maszyn do obróbki skrawaniem metali, które przeznaczone są do wykonywania i regulowania procesów obróbki metali poprzez system CNC.
Podczas przetwarzania zwyczajowo oddziela się główne ruchy, które zapewniają kontrolowane procesy skrawania podczas wzajemnego ruchu narzędzia i przedmiotu obrabianego, a także ruchy pomocnicze, które ułatwiają automatyczną pracę sprzętu (zbliżanie się i wycofywanie narzędzi monitorujących, zmiana narzędzi i itp.).
Główne z nich to główny ruch skrawania, który ma największą prędkość i moc, co zapewnia] niezbędną siłę skrawania, a także ruch posuwu, który jest niezbędny do przemieszczania korpusu roboczego po trajektorii przestrzennej z zadaną prędkością. Aby uzyskać powierzchnię produktu o zadanym kształcie, korpusy robocze maszyny instruują przedmiot obrabiany i narzędzie, aby poruszały się po żądanej trajektorii z zadaną prędkością i siłą. Napędy elektryczne nadają ciałom roboczym ruchy obrotowe i translacyjne, których kombinacje, poprzez kinematyczną strukturę maszyn, zapewniają niezbędne wzajemne przemieszczenia.
Przeznaczenie i rodzaj obrabiarki do metalu w dużej mierze zależy od kształtu wytwarzanej części (korpus, wałek, tarcza). Zdolność maszyny wielofunkcyjnej do generowania ruchów narzędzia i przedmiotu obrabianego wymaganych podczas obróbki jest określona liczbą osi współrzędnych, a tym samym liczbą połączonych ze sobą napędów elektrycznych i strukturą układu sterowania.
Obecnie napędy wykonywane są głównie w oparciu o niezawodne Silniki AC z regulacją częstotliwościrealizowane przez regulatory cyfrowe.Różne typy napędów elektrycznych realizowane są z wykorzystaniem typowych modułów przemysłowych (rys. 2).
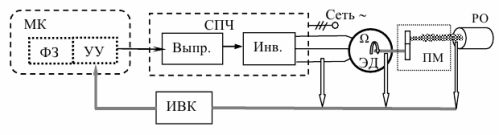
Ryż. 2. Typowy schemat funkcjonalny napędu elektrycznego
Minimalny skład bloków napędu elektrycznego składa się z następujących bloków funkcjonalnych:
-
wykonawczy silnik elektryczny (ED);
-
przetwornicę częstotliwości (HRC), która przetwarza energię elektryczną sieci przemysłowej na napięcie zasilania silnika trójfazowego o wymaganej amplitudzie i częstotliwości;
-
mikrokontroler (MC) realizujący funkcje jednostki sterującej (CU) oraz generatora zadań (FZ).
Jednostka przemysłowa przetwornicy częstotliwości sieciowej zawiera prostownik i przetwornicę mocy, które generują napięcie sinusoidalne o niezbędnych parametrach określonych sygnałami urządzenia sterującego za pomocą mikroprocesorowego sterowania wyjściowego przełącznika PWM.
Algorytm sterowania pracą napędu elektrycznego realizowany jest przez mikrokontroler poprzez generowanie rozkazów uzyskanych w wyniku porównania sygnałów generatora zadań z danymi otrzymanymi z kompleksu informacyjno-obliczeniowego (IVC) na podstawie przetwarzania i analizy sygnały z zestawu z czujników.
Elektryczny napęd główny w większości zastosowań zawiera indukcyjny silnik elektryczny z uzwojeniem wirnika klatkowego oraz przekładnię jako mechaniczne przenoszenie obrotów na wrzeciono maszyny. Skrzynia biegów jest często projektowana jako skrzynia biegów z elektromechanicznym zdalnym przełączaniem biegów.Napęd elektryczny ruchu głównego zapewnia niezbędną siłę skrawania przy określonej prędkości obrotowej, dlatego celem regulacji prędkości jest utrzymanie stałej mocy.
Niezbędny zakres regulacji prędkości obrotowej zależy od średnic obrabianych produktów, ich materiałów i wielu innych czynników. W nowoczesnych zautomatyzowanych maszynach CNC napęd główny realizuje złożone funkcje związane z nacinaniem gwintów, obróbką części o różnych średnicach i wiele innych. Prowadzi to do konieczności zapewnienia bardzo dużego zakresu regulacji prędkości obrotowej oraz zastosowania napędu rewersyjnego. W maszynach wielofunkcyjnych wymagany zakres prędkości obrotowych może wynosić tysiące lub więcej.
W podajnikach wymagane są również bardzo duże zakresy prędkości. Tak więc we frezowaniu konturowym teoretycznie powinieneś mieć nieskończony zakres prędkości, ponieważ minimalna wartość w niektórych punktach zmierza do zera. Często szybki ruch ciał roboczych w obszarze obróbki realizowany jest również przez podajnik, co znacznie zwiększa zakres zmiany prędkości i komplikuje układy sterowania napędami.
W zasilaczach stosowane są silniki synchroniczne i bezdotykowe silniki prądu stałego, a także w niektórych przypadkach silniki asynchroniczne. Obowiązują ich następujące podstawowe wymagania:
-
szeroki zakres regulacji prędkości;
-
wysoka prędkość maksymalna;
-
wysoka przeciążalność;
-
wysoka wydajność podczas przyspieszania i zwalniania w trybie pozycjonowania;
-
wysoka dokładność pozycjonowania.
Stabilność charakterystyk napędu musi być zagwarantowana przy zmianach obciążenia, zmianach temperatury otoczenia, napięcia zasilania i wielu innych przyczyn. Jest to ułatwione dzięki opracowaniu racjonalnego adaptacyjnego systemu automatycznego sterowania.

Mechaniczna część napędu maszyny
Mechaniczna część napędu może być złożoną strukturą kinematyczną zawierającą wiele części obracających się z różnymi prędkościami. Zwykle wyróżnia się następujące elementy:
-
wirnik silnika elektrycznego wytwarzający moment obrotowy (obrotowy lub hamujący);
-
przekładnia mechaniczna, t, s. układ określający charakter ruchu (obrotowy, translacyjny) oraz zmieniający prędkość ruchu (reduktor);
-
ciało robocze, które przekształca energię ruchu w użyteczną pracę.
Śledzenie napędu asynchronicznego ruchu głównego obrabiarki do metalu
Nowoczesny regulowany napęd elektryczny ruchu głównego obrabiarek CNC do obróbki metali oparty jest głównie na silnikach asynchronicznych z uzwojeniem wirnika klatkowego, czemu sprzyjało wiele czynników, wśród których należy wymienić doskonalenie elementarnej bazy informacyjnej i energoelektronika.
Regulacja trybów silników prądu przemiennego odbywa się poprzez zmianę częstotliwości napięcia zasilania za pomocą przetwornicy, która wraz z regulacją częstotliwości zmienia inne parametry.
Charakterystyka śledzącego napędu elektrycznego w dużej mierze zależy od sprawności wbudowanego ACS.Zastosowanie wysokowydajnych mikrokontrolerów stworzyło szerokie możliwości organizacji układów sterowania napędami elektrycznymi.
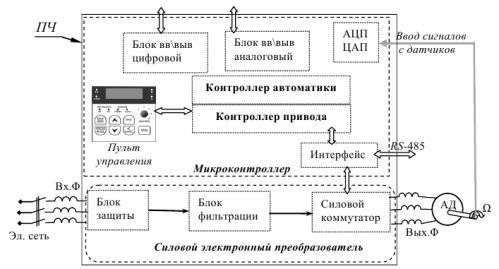
Ryż. 3. Typowa struktura sterowania silnikiem indukcyjnym z wykorzystaniem przetwornicy częstotliwości
Sterownik napędu generuje ciągi liczb dla wyłącznika mocy, który reguluje pracę silnika elektrycznego. Sterownik automatyki zapewnia niezbędne charakterystyki w trybach startu i stopu, a także automatyczną regulację i ochronę sprzętu.
W skład części sprzętowej systemu obliczeniowego wchodzą również: - przetworniki analogowo-cyfrowe i cyfrowo-analogowe do wprowadzania sygnałów z czujników i sterowania ich pracą;
-
moduły wejść i wyjść sygnałów analogowych i cyfrowych, wyposażone w osprzęt interfejsowy i złącza kablowe;
-
bloki interfejsów realizujące wewnętrzną międzymodułową transmisję danych oraz komunikację z urządzeniami zewnętrznymi.
Duża liczba ustawień przetwornicy częstotliwości, wprowadzonych przez programistę, z uwzględnieniem szczegółowych danych konkretnego silnika elektrycznego, zapewnia pewne procedury kontrolne, wśród których można wymienić:
-
wielopoziomowa regulacja prędkości,
-
górna i dolna granica częstotliwości,
-
ograniczenie momentu obrotowego,
-
hamowanie poprzez podanie prądu stałego na jedną z faz silnika,
-
zabezpieczenie przed przeciążeniem, ale w przypadku przeciążenia i przegrzania, zapewniając tryb oszczędzania energii.
Napęd oparty na bezdotykowych silnikach prądu stałego
Napędy obrabiarek stawiają wysokie wymagania co do zakresu regulacji prędkości obrotowej, liniowości charakterystyk sterowania oraz prędkości obrotowej, gdyż to od nich zależy dokładność względnego pozycjonowania narzędzia i przedmiotu oraz prędkość ich ruchu.
Napędy mocy realizowane były głównie w oparciu o silniki prądu stałego, które posiadały niezbędne charakterystyki sterowania, ale jednocześnie obecność mechanicznego kolektora szczotek wiązała się z niską niezawodnością, skomplikowaniem obsługi i wysokim poziomem zakłóceń elektromagnetycznych.
Rozwój energoelektroniki i cyfrowych technologii obliczeniowych przyczynił się do zastąpienia ich w napędach elektrycznych bezdotykowymi silnikami prądu stałego, co umożliwiło poprawę charakterystyki energetycznej i zwiększenie niezawodności obrabiarek. Jednak silniki bezdotykowe są stosunkowo drogie ze względu na złożoność systemu sterowania.
Ale zasadą działania silnika bezszczotkowego jest maszyna elektryczna prądu stałego z cewką magnetoelektryczną na wirniku i uzwojeniami twornika na stojanie. Liczba zwojów stojana oraz liczba biegunów magnesów wirnika dobierana jest w zależności od wymaganych charakterystyk silnika. Zwiększenie ich pomaga poprawić jazdę i obsługę, ale prowadzi do bardziej złożonej konstrukcji silnika.
Podczas napędzania maszyn do cięcia metalu stosuje się głównie konstrukcję z trzema uzwojeniami twornika, wykonaną w postaci kilku połączonych sekcji oraz układ wzbudzenia magnesów trwałych z kilkoma parami biegunów (ryc. 4).
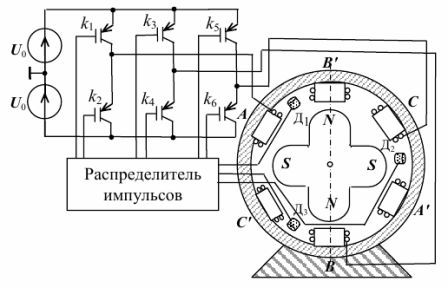
Ryż. 4. Schemat funkcjonalny bezstykowego silnika prądu stałego
Moment obrotowy powstaje w wyniku interakcji strumieni magnetycznych wytwarzanych przez prądy w uzwojeniach stojana i magnesach trwałych wirnika. Stały kierunek momentu elektromagnetycznego zapewnia odpowiednia komutacja dostarczana do uzwojeń stojana prądem stałym. Kolejność łączenia uzwojeń stojana ze źródłem U odbywa się za pomocą półprzewodnikowych przełączników mocy, które są przełączane pod wpływem sygnałów z dystrybutora impulsów podczas zasilania napięciem z czujników położenia wirnika.
W zadaniu regulacji trybów pracy napędu elektrycznego bezdotykowych silników prądu stałego wyróżnia się następujące powiązane ze sobą zagadnienia:
-
opracowywanie algorytmów, metod i środków sterowania przetwornikiem elektromechanicznym poprzez oddziaływanie na wielkości fizyczne dostępne do pomiaru;
-
stworzenie układu automatycznego sterowania napędem z wykorzystaniem teorii i metod sterowania automatycznego.
Napęd elektrohydrauliczny oparty na silniku krokowym
W nowoczesnych obrabiarkach półpowszechne są przegubowe napędy elektrohydrauliczne (EGD), w których dyskretne sygnały elektryczne pochodzące z elektronicznego systemu CNC są przetwarzane przez synchroniczne silniki elektryczne na obrót wału. Moment obrotowy powstający pod działaniem sygnałów sterownika napędu (CP) układu CNC z silnika elektrycznego (EM) jest wartością wejściową dla wzmacniacza hydraulicznego dołączonego poprzez przekładnię mechaniczną (MP) do korpusu wykonawczego (IO) obrabiarki (rys. 5).

Ryż. 5. Schemat funkcjonalny napędu elektrohydraulicznego
Sterowany obrót wirnika silnika elektrycznego za pomocą transformacji wejściowej (VP) i zaworu hydraulicznego (GR) powoduje obrót wału silnika hydraulicznego (GM). W celu ustabilizowania parametrów wzmacniacza hydraulicznego zwykle stosuje się wewnętrzne sprzężenie zwrotne.
W napędach elektrycznych mechanizmów o charakterze ruchu start-stop lub ruchu ciągłym znalazły zastosowanie silniki krokowe (SM), które zaliczane są do rodzaju synchronicznych silników elektrycznych. Wzbudzane impulsowo silniki krokowe najlepiej nadają się do bezpośredniego sterowania cyfrowego stosowanego w sterowaniu CNC.
Przerywany (skokowy) ruch wirnika o określony kąt obrotu dla każdego impulsu umożliwia uzyskanie odpowiednio dużej dokładności pozycjonowania przy bardzo dużym zakresie zmian prędkości od niemal zera.
Gdy używasz silnika krokowego w napędzie elektrycznym, jest on sterowany przez urządzenie zawierające sterownik logiczny i przełącznik (rys. 6).

Ryż. 6. Urządzenie sterujące silnikiem krokowym
Pod działaniem polecenia sterującego wyborem kanału n, sterownik napędu CNC generuje sygnały cyfrowe do sterowania przełącznikiem tranzystora mocy, który w wymaganej kolejności doprowadza napięcie stałe do uzwojeń stojana. Aby uzyskać małe wartości przesunięcia kątowego w jednym kroku α = π / p, na wirniku umieszcza się magnes trwały o dużej liczbie par biegunów p.