Oświetlenie warsztatów naprawczych przedsiębiorstw przemysłowych
 Naprawa obejmuje:
Naprawa obejmuje:
- remontowo-mechaniczne, remontowo-montażowe, a także warsztaty konstrukcji metalowych bloków naprawczych i podstaw budowlanych;
- warsztaty stolarskie do bloków naprawczych i podstaw konstrukcyjnych;
- odlewnie bloków naprawczych i podstaw konstrukcyjnych;
- warsztaty elektryczne (naprawa elektryczna);
- lakiernie bloków naprawczych i podkładów konstrukcyjnych.
Zalecane wartości natężenia oświetlenia dla warsztatów naprawczych, bloków naprawczych i baz konstrukcyjnych przyjmowane są zgodnie z normami przemysłowymi dla sztucznego oświetlenia głównych warsztatów budowy maszyn i przemysłu narzędziowego.
Oświetlenie awaryjne powinny być zapewnione w odlewniach (miejsca wydobywania metalu z pieca lub żeliwiaka, wydział topienia i odlewania), warsztatach termicznych (pomieszczenia pracy z kwasami, roztopionymi solami oraz w instalacjach gazowych), w warsztatach powłok metalowych (kąpiele). Na pozostałych odcinkach zlokalizowane jest oświetlenie ewakuacyjne, poprowadzone wzdłuż głównych ciągów komunikacyjnych pomieszczeń, w których pracuje ponad 50 osób.
Przenośne oświetlenie do naprawy, regulacji i kontroli sprzętu jest instalowane we wszystkich pomieszczeniach warsztatów. Dopuszcza się, w przypadku obecności maszyn do obróbki metali, które posiadają w zestawie oświetlenie miejscowe, wykorzystywanie zacisków niskonapięciowych maszyn do zasilania przenośnych urządzeń oświetleniowych (OP).
Napięcie oświetlenia przenośnego pobierane jest w zależności od napięcia oświetlenia lokalnego maszyn lub oświetlenia przenośnego całego obiektu 40 i 24 V. Prace wewnątrz kopuł, bunkrów i innych kontenerów odlewni.
Zaleca się zainstalowanie oświetlenia awaryjnego do sprzątania i zabezpieczania pomieszczeń we wszystkich głównych pomieszczeniach warsztatów. Jako oświetlenie awaryjne zaleca się stosowanie oświetlenia ewakuacyjnego (EO) i awaryjnego (AO).
 Do oświetlenia ogólnego warsztatów serwisowych należy stosować lampy wyładowcze (LL, DRL, MGL) oraz w niektórych przypadkach NLVD. Świetlówki powinny być stosowane z reguły w pomieszczeniach o małej wysokości (do 6-8 m). W przypadku sekcji żurawia o wysokości powyżej 6-8 m należy zastosować RLVD.
Do oświetlenia ogólnego warsztatów serwisowych należy stosować lampy wyładowcze (LL, DRL, MGL) oraz w niektórych przypadkach NLVD. Świetlówki powinny być stosowane z reguły w pomieszczeniach o małej wysokości (do 6-8 m). W przypadku sekcji żurawia o wysokości powyżej 6-8 m należy zastosować RLVD.
Żarówki stosowane są w odpowiednich możliwych i ekonomicznie uzasadnionych przypadkach, głównie jako oświetlenie zapasowe, przenośne i miejscowe, w małych pomieszczeniach zagrożonych wybuchem, dla AO i EO, przy zastosowaniu jako oświetlenie robocze RLVD.
Jeżeli w przypadku obecności suwnic pomostowych konserwacja opraw oświetleniowych w sekcjach warsztatów naprawczych zwykle nie sprawia trudności, to w przypadku obecności suwnic pomostowych projekt musi przewidywać możliwość obsługi napowietrznego oświetlenia ogólnego.W tym celu należy wystawić zlecenie organizacji — generalnemu projektantowi na rejestrację w projekcie piętrowych urządzeń ruchomych, zadania organizacji projektującej część konstrukcyjną, na urządzenie oświetlenia mostu, urządzenie sił operacyjnych suwnice podwieszane na huśtawkach przejezdnych, montaż specjalnych suwnic przyczepowych z podestami do lamp konserwacyjnych itp.
W pomieszczeniach o małej szerokości (do 9 m) dopuszcza się montaż OP na ścianach (z reguły lampy z LL) pod torami suwnicowymi, przy wsparciu OP ze schodów i drabin.
W warunkach warsztatów naprawczych (mechanicznych, elektrycznych itp.) stosuje się głównie połączony system oświetleniowy, w którym lokalne oświetlenie powierzchni roboczych, stołów montażowych może znacznie zwiększyć oświetlenie, stworzyć niezbędny kierunek światła, zapewnić oświetlenie wewnętrzna powierzchnia produktów osłonięta od oświetlenia ogólnego tworzy korzystny rozkład jasności w miejscu pracy.
Wykorzystanie oświetlenia miejscowego pozwala na zwiększenie wydajności pracy i często ograniczenie marnotrawstwa produktu. Jednocześnie z reguły obserwuje się gwałtowne zmniejszenie zużycia energii i kosztów kapitałowych instalacji oświetlenia.
W połączonym systemie oświetleniowym oświetlenie powierzchni roboczej tworzone przez wspólne oprawy oświetleniowe musi wynosić co najmniej 10% znormalizowanego dla oświetlenia łączonego z tymi źródłami światła, które są używane do oświetlenia lokalnego.W takim przypadku oświetlenie z oświetlenia ogólnego w systemie oświetlenia kombinowanego powinno wynosić co najmniej 150 i nie więcej niż 500 Lx przy zastosowaniu do oświetlenia ogólnego radaru i odpowiednio nie mniej niż 50 i nie więcej niż 100 Lx — przy LN.
W pomieszczeniach bez naturalnego światła oświetlenie wytwarzane przez oprawy oświetleniowe do oświetlenia ogólnego w systemie oświetlenia zespolonego może mieć większe wartości niż wymienione powyżej.
Oświetlenie, jakie ma być zapewnione na stanowisku pracy za pomocą opraw oświetlenia miejscowego, definiuje się jako różnicę między oświetleniem znormalizowanym a oświetleniem zapewnianym przez oprawy oświetlenia ogólnego w systemie mieszanym.
W celu ograniczenia bezpośredniego olśnienia opraw oświetlenia miejscowego regulowany jest minimalny niezbędny kąt ochronny, który dla opraw poruszających się po wysokości powinien wynosić co najmniej 30° (przy odbłyśnikach wykonanych z materiałów nieprzezroczystych) i co najmniej 10° w pozostałych przypadkach . Ponieważ olśnienie może wynikać nie tylko z olśnienia bezpośredniego, ale również od olśnienia odbitego, należy podjąć środki w celu jego ograniczenia.
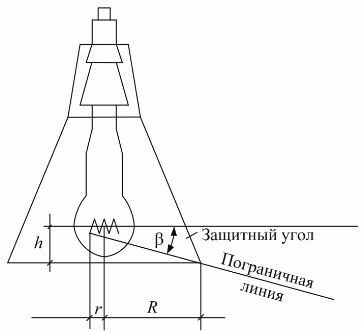
Narożnik ochronny oprawy
Podczas pracy z błyszczącymi produktami (np. blachą) zaleca się stosowanie instalacji, które są dużymi powierzchniami świecącymi pokrytymi materiałem rozpraszającym światło i układanie ich zgodnie ze schematem na rys. 1, za. Jasność powierzchni świecącej lokalnej oprawy oświetleniowej powinna mieścić się w przedziale 2500-4000 cd/m2.
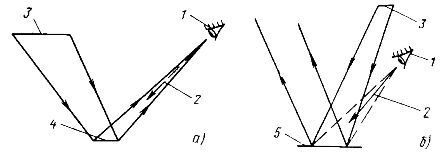
Ryż. 1.Umiejscowienie lampy, powierzchni roboczej i oczu pracownika, zapewniające ograniczenie olśnienia odbitego podczas pracy: a — z metalami lub jasnymi tworzywami sztucznymi; b — z ciemnymi błyszczącymi materiałami, a także z powierzchniami rozpraszającymi pokrytymi przezroczystym materiałem lub z powierzchniami o kierunkowym rozproszonym lub mieszanym odbiciu; 1 — oko pracownika; 2 — kierunek linii wzroku pracownika; 3 — świetlista powierzchnia; 4 — błyszcząca powierzchnia robocza; 5 — ciemna błyszcząca powierzchnia robocza lub rozproszona powierzchnia robocza pokryta warstwą przezroczystego materiału
Podczas pracy z ciemnymi błyszczącymi produktami wykonanymi z tworzywa sztucznego, ceramiki, podczas pracy wymagającej rozróżnienia obiektów odbijających światło rozproszone na rozproszonym tle, podczas pracy z przedmiotami rozróżnienia i powierzchniami roboczymi o mieszanym odbiciu, konieczne jest rozmieszczenie lokalnych opraw oświetleniowych zgodnie z schemat na rys. . 1, b.
Aby zmniejszyć tętnienie strumienia światła radarowego o częstotliwości 50-60 Hz, konieczne jest zastosowanie obwodów antystroboskopowych (na przykład lamp z dwiema lampami, których obwody zapewniają przesunięcie fazowe między prądami zasilającymi różne lampy przy kąt 90 ± 40°). Lokalne oprawy oświetleniowe zwykle muszą spełniać surowe wymagania dotyczące wibracji, liniowości i odporności na wstrząsy.
W zależności od lokalizacji tego samego typu stanowisk pracy, oświetlenie miejscowe może być wykonane pojedynczo lub grupowo. W pierwszym przypadku każde stanowisko pracy jest uzupełnione o własną indywidualną lampę, w drugim grupa lub linia stanowisk pracy jest uzupełniona pojedynczą jednostką OU do oświetlenia lokalnego.
Wybierając źródła światła do lokalnego oświetlenia, postępuj zgodnie z następującymi zaleceniami: żarówki są preferowane tam, gdzie wymagana jest łatwa do przenoszenia lampa, wymagane jest oświetlenie wewnętrznych wnęk obrabianych części, zakłócenia radiowe są niedopuszczalne i istnieje wysokie ryzyko porażenia prądem . Do oświetlenia większości stanowisk pracy zaleca się stosowanie lamp o mocy LL. Stosowanie LL jest konieczne w wielu przypadkach oraz ze względu na ograniczenie olśnienia odbitego podczas pracy z dużymi lustrzanymi powierzchniami roboczymi.
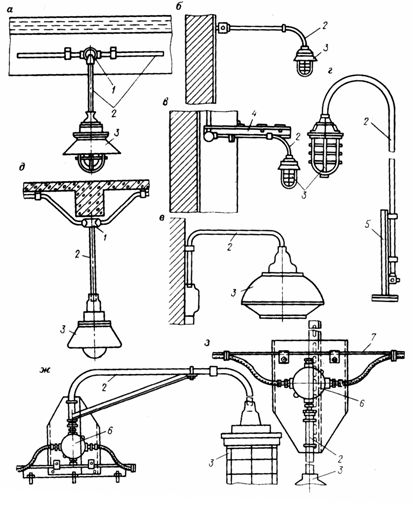 Schematy montażu i mocowania lamp: a — podczas układania na belkach, b — na ścianie, c — na konstrukcjach metalowych, d — na stojaku, e — na zawieszeniu, f — na wsporniku, d — podczas układania, kabel otwiera się wzdłuż dolnego uchwytu, h — do układania kabli, 1 — puszka przyłączeniowa, 2 — rura (zawieszenie lub wspornik), 3 — lampa, 4 — kanał, 5 — stojak metalowy, 6 — puszka przyłączeniowa U-409, 7 — kabel.
Schematy montażu i mocowania lamp: a — podczas układania na belkach, b — na ścianie, c — na konstrukcjach metalowych, d — na stojaku, e — na zawieszeniu, f — na wsporniku, d — podczas układania, kabel otwiera się wzdłuż dolnego uchwytu, h — do układania kabli, 1 — puszka przyłączeniowa, 2 — rura (zawieszenie lub wspornik), 3 — lampa, 4 — kanał, 5 — stojak metalowy, 6 — puszka przyłączeniowa U-409, 7 — kabel.
 Operacje na maszynach… Wszystkie maszyny do cięcia metalu powinny być wyposażone w lokalne oświetlenie, które zwykle jest zawarte w maszynie. Głównym obiektem jest obszar cięcia i panel sterowania. Zadania wzrokowe związane są z obserwacją prawidłowego montażu i mocowania przedmiotu obrabianego oraz narzędzia skrawającego, odczytaniem rysunku oraz sprawdzeniem jakości operacji skrawania.
Operacje na maszynach… Wszystkie maszyny do cięcia metalu powinny być wyposażone w lokalne oświetlenie, które zwykle jest zawarte w maszynie. Głównym obiektem jest obszar cięcia i panel sterowania. Zadania wzrokowe związane są z obserwacją prawidłowego montażu i mocowania przedmiotu obrabianego oraz narzędzia skrawającego, odczytaniem rysunku oraz sprawdzeniem jakości operacji skrawania.
Wszystkie oprawy oświetleniowe maszyny muszą wytrzymywać obciążenia mechaniczne odpowiadające grupie warunków pracy M8 zgodnie z GOST 17516-72. Specyficznym wymogiem oświetleniowym dla wielu obrabiarek jest konieczność ograniczenia olśnienia odbitego. Obserwowany obiekt może znajdować się w dowolnej płaszczyźnie, co warunkuje możliwość zastosowania łatwo przesuwalnych lamp.
W przypadku stosowania płynu na bazie wody do chłodzenia narzędzia tnącego wymagana jest konstrukcja lampy odporna na zachlapanie. W przypadku dużych maszyn do obróbki metalu zwykle instaluje się kilka lokalnych opraw oświetleniowych, w przypadku małych maszyn do cięcia metalu, a także maszyn do polerowania i szlifowania wygodnie jest użyć małej lampy typu LL LKS01.
Obecność dyfuzora ze szkła organicznego powoduje niską jasność na wyjściu oprawy, co jest ważne przy pracy z błyszczącymi powierzchniami, a bryzgoszczelna konstrukcja zapewnia ochronę przed wnikaniem cieczy na bazie wody do wnętrza oprawy.
Maszyny do obróbki drewna charakteryzują się tym, że gabaryty obrabianych na nich produktów są stosunkowo duże, co z reguły decyduje o odrzuceniu oświetlenia miejscowego i zastąpieniu go oświetleniem ogólnym jednolitym lub miejscowym. Jeśli nadal potrzebne jest oświetlenie lokalne, odbywa się to za pomocą jednej lub dwóch lamp typu NKP. W niektórych przypadkach są one zastępowane lampami, które nie są specjalnie zaprojektowane do oświetlenia lokalnego (LSP16, LSP22, LSP18 itp.).
Do oświetlania pras stosuje się oprawy z LN NVP01 (wbudowany) i NKP01 (wbudowany). Miejscowe oświetlenie małych pras można rozwiązać poprzez zamontowanie na gumowych podkładkach oświetlaczy NKS01 mocowanych do amortyzacji wstrząsów.
Prace ślusarskie... Na blacie metalowym należy zadbać o dobre oświetlenie trzech obszarów roboczych: poziomej powierzchni blatu (oznaczenie części, przebicie itp.); płaszczyzna rysunkowa zamocowana pionowo na ścianie lub ogrodzeniu; powierzchnia obrabianego przedmiotu zaciśnięta w imadle, która musi być oświetlona z różnych stron.
Nie ma opraw oświetleniowych, które byłyby w stanie dobrze oświetlić wszystkie trzy obszary biurka jednocześnie. Za najbardziej udane rozwiązanie należy uznać jednoczesne użycie dwóch lamp.
Do oświetlania dużych płaszczyzn instaluje się mocną lampę z LL (na przykład ML-2×40), druga lampa zapewnia kierunkowe oświetlenie przedmiotu obrabianego w imadle. Może to być oprawa oświetleniowa z LN (np. NKS01).
Układ i krzywizna działa… Wizualne znaczniki wymagają dobrej widoczności, aby wykryć małe znaczniki. Aby zmniejszyć jasność odblasków odbitych podczas znakowania produktów błyszczących, stosuje się lampy o dużej powierzchni i małej jasności otworu wyjściowego, tj. Lampy LL pokryte materiałem rozpraszającym światło. Gdy zlokalizowane oświetlenie jest strukturalnie trudne lub niemożliwe, tworzone jest ogólne zlokalizowane oświetlenie.
Cechą prac znakujących i gnących jest konieczność wykrycia szczeliny między szablonem a detalem, co zapewnia oświetlenie „pod światło” (zainstalowanie dodatkowego pionowego ekranu).
Podczas ręcznego podawania małych przedmiotów reflektor można ustawić nisko nad powierzchnią roboczą i mocno przymocować do stołu. Zastosowanie podwójnych opraw oświetleniowych pozwala na zapewnienie niezbędnego oświetlenia.
Podczas pracy z błyszczącymi produktami stosuje się lampy pokryte szkłem rozpraszającym światło. W przypadku dostarczania produktów z mechanizmami podnoszącymi i transportowymi jako lokalne oprawy oświetleniowe stosowane są lampy ruchome i przenośne, których ilość i moc określają wymiary tablic. W przypadku podświetlenia miejscowego tablic wyróżniających stosuje się również linie ukośnych opraw oświetleniowych umieszczonych za plecami pracownika.
Prace montażowe… W zależności od wymiarów zespołów i części, które będą montowane w miejscu montażu, konieczne jest stworzenie innego oświetlenia. Z reguły montaż wyrobów małogabarytowych odnosi się do prac o wysokiej i bardzo dużej precyzji, montaż wyrobów średnich do prac średnio precyzyjnych, montaż wyrobów wielkogabarytowych do prac mało precyzyjnych.
Oświetlenie miejsc montażu produktów średniej wielkości jest zbliżone do oświetlenia prac ślusarskich. Przy montażu dużych produktów niezbędne oświetlenie zapewniają zwykle lampy o oświetleniu ogólnym (miejscowym lub równomiernym), przy montażu małych produktów oświetlenie miejscowe można zrealizować za pomocą lampy LNP01-2×30, a w niektórych przypadkach (przy wykonywaniu prac odbywa się wewnątrz objętości produktu) — za pomocą lamp NKS01 ...
W warsztatach elektromontażowych, gdzie duży udział mają drobne prace elektryczne, oświetlenie miejscowe może składać się z jednej lub dwóch opraw kierunkowych o wielu stopniach swobody (LNP01, NKS01, NKP02). Warsztaty naprawy elektrycznej (naprawa elektryczna). Klasyfikacja pomieszczeń warsztatów naprawy energii pod kątem ryzyka pożaru i wybuchu jest podana w normach dotyczących projektowania technologicznego warsztatów naprawy energii, w szczególności w ogólnounijnych normach dotyczących projektowania warsztatów dla przedsiębiorstw budowy maszyn ( ONTP-01-78).
Nazwy lokali podane są jako jedne z możliwych i mogą ulec zmianie. Tak więc dział demontażu i czyszczenia można nazwać demontażem i płukaniem, demontażem i wyszukiwaniem usterek itp.W przypadku stosowania rozpuszczalników organicznych w niektórych miejscach pracy, w tych obszarach może występować środowisko wybuchowe lub stwarzające zagrożenie pożarowe: na przykład, gdy części są wycierane benzyną, naftą, benzyną lakową, strefa wybuchowa klasy B-1a znajduje się w promieniu 5 m od miejsca pracy, podczas wycierania i mycia części strefa tetrachloroetylenowa w promieniu 3 m posiada klasę zagrożenia pożarowego P-1.
W przypadku łączenia różnych działów w jednym pomieszczeniu, oświetlenie 300 lx przy wspólnym systemie oświetleniowym (kategoria IIIb) i 1000 lx — przy połączonym systemie oświetleniowym.
Warsztaty obróbki drewna dla bloków naprawczych i podstaw budowlanych. Do oświetlenia tych warsztatów stosuje się głównie system oświetlenia ogólnego jednolitego lub ogólnego zlokalizowanego. Oświetlenie miejscowe stosowane jest głównie tylko w działach stolarsko-montażowych i śrutowni. Jako źródła światła zalecane są LL i RLVD. W warsztatach stolarskich szeroko stosowane są lampy PVLM, LSP22, LSSH8, RSSHZ itp. Okablowanie wykonuje się głównie kablami niezbrojonymi z niepalną powłoką i izolacją.
Oddziały malarskie warsztatów naprawczych i baz budowlanych. RL (lampy N4T4L, N4T5L, OWP-250, OMR-250 itp.) są używane głównie jako źródła światła. LN można stosować do malowania małych powierzchni. W niektórych przypadkach oświetlenie podczas malowania można zwiększyć w zależności od klasy powłoki malowanych produktów. W miejscach, gdzie sprawdzane są produkty malowane, oświetlenie zwiększa się do 300-400 Lx. Okablowanie elektryczne z reguły odbywa się za pomocą kabla, urządzenia rozruchowe i ekrany są usuwane z obszarów niebezpiecznych.