Rodzaje i konstrukcje pośrednich elektrycznych pieców oporowych
 Sposoby załadunku i rozładunku podgrzanych produktów, a także sposoby przemieszczania ich w piecach elektrycznych oporowych w dużej mierze decydują zarówno o ich konstrukcji, jak i właściwościach użytkowych. na ryc. Na rycinie 1 przedstawiono główne typy elektrycznych pieców oporowych, zarówno o działaniu przerywanym (ogniwowym), jak io działaniu ciągłym (metodyczne), ilustrując rozwój sposobów ich mechanizacji.
Sposoby załadunku i rozładunku podgrzanych produktów, a także sposoby przemieszczania ich w piecach elektrycznych oporowych w dużej mierze decydują zarówno o ich konstrukcji, jak i właściwościach użytkowych. na ryc. Na rycinie 1 przedstawiono główne typy elektrycznych pieców oporowych, zarówno o działaniu przerywanym (ogniwowym), jak io działaniu ciągłym (metodyczne), ilustrując rozwój sposobów ich mechanizacji.
Numer I wskazuje rodzaje pieców wsadowych, w których produkt podczas procesu nagrzewania jest nieruchomy, a jedynie załadunek i rozładunek są zmechanizowane.
Indeks 1 odnosi się do pieca komorowego z bocznymi drzwiczkami, przez które zwykle małe przedmioty są ręcznie ładowane do komory. Jest to uniwersalny piekarnik bez mechanizacji.
Indeks 2 — piec szybowy z otwieraną pokrywą. Tutaj załadunek i rozładunek produktów odbywa się przez górny otwór pieca, dzięki czemu można je zmechanizować za pomocą dźwigu warsztatowego lub podnośnika umieszczonego nad piecem.Podnoszenie i chowanie osłony na bok może odbywać się ręcznie (dźwignią) lub przy pomocy dźwigu lub podnośnika lub wreszcie za pomocą specjalnego mechanizmu hydraulicznego lub elektromechanicznego.
Indeks 3 odpowiada piecowi dzwonowemu. Jego zestaw zawiera kilka wyłożonych stojaków, na których za pomocą dźwigu można zainstalować dzwon (dzwonek) z grzejnikami. Załadunek i rozładunek odbywa się za pomocą suwnicy pomostowej ze zdjętą zaślepką (zainstalowaną na innym stojaku). Przenoszenie okapu z jednego stojaka na drugi odbywa się również za pomocą krawędzi mostka.
Indeks 4 — piec komorowy wózka. Te piece są przeznaczone do podgrzewania dużych przedmiotów, których nie można załadować ręcznie. Sama komora pieca stoi na słupach (lub fundamentach), a jej dnem jest wyłożony wózek, który za pomocą wyciągarki lub umieszczonego na niej napędu (samobieżnego) może przemieszczać się po szynach spod pieca. Załadunek i rozładunek wózka odbywa się za pomocą suwnicy.
Indeks 5 oznacza piekarnik windy. Komora pieca stoi na wysokich słupach, jej dno można podnieść do paleniska lub opuścić z ładunkiem za pomocą podnośnika hydraulicznego. W dolnym położeniu dno pieca staje się jego rolkami na szynach i może być ładowane i rozładowywane spod pieca w warsztacie pod suwnicą. Konstrukcje pieców 2, 3 i 5 mogą być szczelnie zamknięte i pracować w specjalnej atmosferze lub próżni.
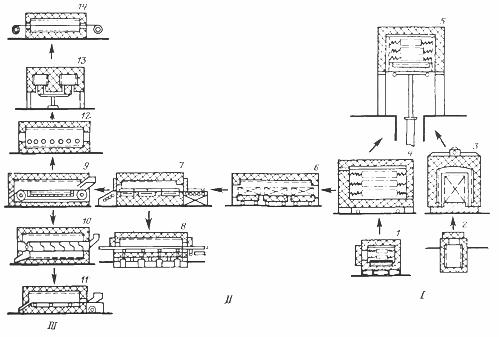
Ryż. 1. Główne typy pieców siodłowych i wsadowych
W liczbach II i III wskazano piece ciągłe, w których nagrzane produkty przemieszczają się z jednego końca pieca na drugi, oraz wskazano ich liczbę II piece, w których ruch produktów odbywa się okresowo, w kopnięciach, i rysunek III wskazuje piece, w których ruch ten odbywa się w sposób ciągły.
Indeks 6 — piec tunelowy, w którym produkty są układane na wózkach, przechodzą przez komorę pieca w kształcie tunelu. Po pewnym czasie wszystkie wózki przemieszczają się na długość równą długości jednego wagonu, jeden z nich opuszcza piec rozładunkowy, natomiast z przeciwległego końca pieca do jego komory wchodzi inny załadowany wózek.
Indeks 7 przedstawia piec do wytłaczania Na stole załadunkowym (po prawej) zamontowana jest żaroodporna paleta produktów. Drzwi na końcach pieca są okresowo otwierane, a popychacz (hydrauliczny lub elektromechaniczny) wpycha paletę do pieca, zmuszając do ruchu cały rząd palet umieszczonych w piecu na ogniotrwałych szynach paleniska. W takim przypadku skrajna lewa taca wychodzi z piekarnika, po czym drzwi się zamykają.
Indeks 8 oznacza piec do palenisk pieszych. Na dnie pieca, zgodnie z jego długością, zainstalowane są belki żaroodporne, które za pomocą napędu otrzymują ruch posuwisto-zwrotny. W takim przypadku belki przed przesunięciem od strony załadunkowej pieca są podnoszone z rowków w dolnej części pieca i przesuwane wzdłuż pieca. Zanim ruch wsteczny belki zostanie opuszczony do rowków dna, produkty leżą na dnie i nie uczestniczą w ruchu powrotnym belek. W ten sposób produkty okresowo, etapami, przemieszczają się przez piec od strony załadunku do końca rozładunku.
Indeks 9 dla pieca przenośnikowego.W komorze pieca przenośnik łańcuchowy jest rozciągnięty na dwóch wałach, których oczko składa się z siatki plecionej lub tłoczonych lub odlewanych ogniw łańcuchowych. Gdy wał napędowy (po stronie wylotowej) obraca się, przenośnik porusza się płynnie, przenosząc ze sobą produkty załadowane na załadunkowy (prawy) koniec pieca. Budowa przenośnika może być bardzo różna.
Indeks 10 odnosi się do pieca obrotowego. Ślimak znajduje się w komorze pieca - żaroodporny bęben ze spiralą Archimedesa. Gdy bęben obraca się, produkty toczą się do bębna, przesuwając się stopniowo od końca załadunku do końca rozładunku.
Indeks 11 przedstawia piec pulsacyjny z piecem. W dolnej części komory pieca znajduje się na rolkach żaroodporne palenisko w postaci niecki, na której umieszczona jest końcówka grzewcza pieca (po prawej) z podgrzewanymi częściami. Za pomocą napędu mimośrodowego gondola otrzymuje ruch posuwisto-zwrotny, a jej ruch do tyłu (w kierunku załadunku) jest płynny, a w kierunku rozładunku ostry, pod działaniem sprężyny z uderzeniem w amortyzatory. Z tego powodu produkty podczas ruchu wstecznego podążają tą samą drogą, co poniżej, podczas gdy podczas ruchu do przodu pod wpływem pędu uderzenia przesuwają się do przodu względem trzonu. W rezultacie produkty są stopniowo przemieszczane impulsami od strony załadunku pieca do rozładunku.
Indeks 12 wskazuje piec z samotokami. Rolki żaroodporne są zamontowane w dnie komory, powoli obracają się w kierunku przeciwnym do ruchu wskazówek zegara. Dzięki temu produkt umieszczony na rolkach po prawej stronie (w przeciwieństwie do poprzednich trzech typów pieców ten piec jest przeznaczony do podgrzewania dużych produktów) jest sukcesywnie transportowany wzdłuż pieca do jego końca rozładunkowego.
Indeks 13 odnosi się do pieca obrotowego. Zasadniczo jest to piec przenośnikowy nawinięty na pierścień. Obrotowe palenisko w kształcie pierścienia powoduje, że produkt umieszczony na nim przez drzwi załadunkowe (w ścianie bocznej niewidocznej na rysunku) zatacza pełne koło w piecu do drzwi rozładunkowych znajdujących się obok drzwi załadunkowych.
Indeks 14 dla pieca ciągarniczego służącego do nagrzewania drutów lub taśm. Na końcach pieca znajdują się bębny z rozciągniętym między nimi drutem lub taśmą. Gdy szpule obracają się z jednej z nich, taśma (lub drut) nawija się i owija wokół drugiej.

Projekty pieców niskotemperaturowych
Piece niskotemperaturowe nie mogą być wysokosprawne, ponieważ współczynniki przejmowania ciepła przez konwekcję naturalną są niskie. Proces ten można usprawnić wprowadzając sztuczną cyrkulację poprzez zamontowanie wentylatora ssącego na dachu pieca lub szafy, aw celu zmniejszenia zużycia ciepła do ogrzewania powietrza można go zorganizować kołowo. W tym przypadku wentylator zasysając powietrze w górnej części paleniska, napędza je bocznym kanałem termoizolacyjnym i wydmuchuje w dolnej części paleniska.
Jeśli konieczne jest wysuszenie produktów, a tym samym usunięcie odparowanej wilgoci z nagrzanych części, wówczas organizowany jest obieg mieszany, w którym część powietrza jest zasysana przez wentylator z szafy, a część z pomieszczenia (ryc. 2). Maksymalna temperatura grzania produktów w tego typu piecach i suszarkach zwykle nie przekracza 200 — 300°C.
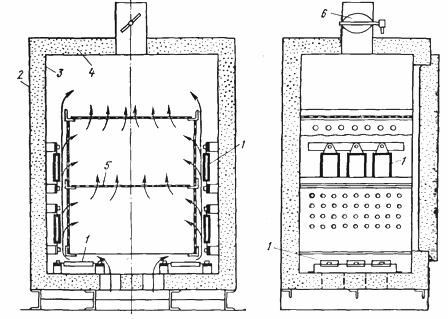
Ryż. 2. Piekarnik z naturalną cyrkulacją: 1 — elementy grzejne, 2 — rama zewnętrzna, 3 — rama wewnętrzna, 4 — izolacja termiczna, 5 — półka na części, 6 — przepustnica do regulacji powietrza.
Projekt pieca o obiegu zamkniętym do ogrzewania małych wyrobów metalowych w warstwie lub wyrobów długich pokazano na ryc. 3.
Ryż. 3. Piece komorowe z wymuszonym obiegiem atmosfery i grzałką elektryczną
Jest to piec szybowy do odpuszczania wyrobów stalowych, do którego wkładane są kosze z materiału żaroodpornego z dnem kratownicowym lub perforowanym i napełniane wyrobami przeznaczonymi do nagrzewania.
Grzałki znajdują się z boku piekarnika, wokół kosza, ale są od niego oddzielone osłoną żaroodporną, aby zapobiec bezpośredniemu promieniowaniu i związanemu z tym przegrzewaniu produktów przylegających do ścianek kosza. Na dole piekarnik jest wyposażony w wentylator, który napędza ogrzane powietrze przez kosze. Powietrze to jest następnie odchylane promieniowo do pierścieniowej przestrzeni między koszem a ściankami pieca i jest podgrzewane, myjąc grzejniki.
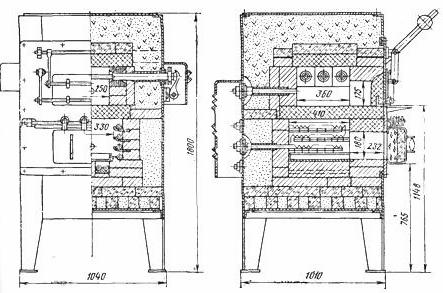
na ryc. 4 przedstawia piec do suszenia elektrod spawalniczych w temperaturze 400°C. Moc pieca 210 kW, elektrody umieszczane są na wózkach, ramkach i za pomocą popychacza i ściągacza hydraulicznego prowadzone są przez piec. Piec posiada wentylator wewnętrzny 6 oraz wentylatory zewnętrzne 10.
Grzałki znajdują się na bocznych ścianach pieca. Zatem w tym piecu strumienie powietrza są skierowane prostopadle do linii ruchu produktów. Takie piece mogą być budowane wielostrefowo.
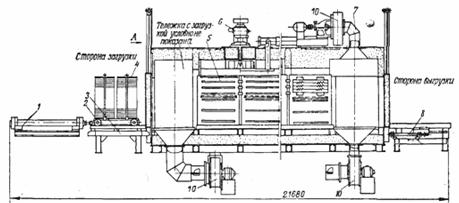
Ryż. 4. Suszarnia elektryczna pchana: 1 — popychacz, 2 — wózek, 3 — stół, 4 — ramy do umieszczania elektrod, 5 — komora grzewcza, 6 — wentylator pieca, 7 — kanał powietrzny, 8 — pogłębiarka, 9 — hydrauliczna winda drzwiowa napęd, 10 — wentylator zewnętrzny
Projekty pieców średniotemperaturowych
Piece średniotemperaturowe do obróbki cieplnej są niezwykle różnorodne. Najprostszym i jednocześnie uniwersalnym piecem jest piec komorowy (rys. 5). Składa się z prostokątnej komory z wyłożeniem ognioodpornym i izolacją termiczną, przykrytej daszkiem i umieszczonej w metalowej obudowie.
Załadunek i rozładunek pieca odbywa się przez otwór w ścianie czołowej, zakryty drzwiczkami. Grzałki znajdują się w palenisku i na bocznych ścianach pieca, rzadziej na dachu. W bardzo dużych piekarnikach grzałki znajdują się zarówno z tyłu piekarnika, jak i na drzwiach, aby zapewnić bardziej równomierny rozkład temperatury w komorze piekarnika. Grzejniki dolne są zwykle przykryte płytami ogniotrwałymi, na których układane są podgrzewane produkty.
Drzwi pieców komorowych z reguły wykonane są z podnoszeniem, w małych piecach z napędem ręcznym lub nożnym (przy napędzie nożnym ręka pracownika pozostaje wolna), w większych - z elektromechanicznymi. W drugim przypadku w górnej i dolnej pozycji drzwi zainstalowane są wyłączniki krańcowe, które wyłączają silnik elektryczny w położeniach krańcowych.
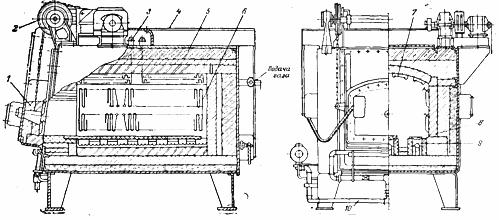
Ryż. 5. Piec elektryczny komorowy z grzałkami metalowymi i kurtyną płomieniową: 1 — drzwi, 2 — mechanizm podnoszenia drzwi, 3 — wylot grzałki, 4 — obudowa, 5 — okładzina, 6 — grzejniki boczne, 7 — grzejniki dachowe, 8 — paleniska, 9 — grzejniki, 10 — kurtyna płomieniowa.
Piece komorowe na wózkach służą do wyżarzania lub innej obróbki cieplnej dużych elementów, których nie można ręcznie załadować do pieca.Są to komory bez dna i najczęściej bez ściany czołowej stojącej na kolumnach (rys.6) oraz wózek na rolkach, na których osadzone jest palenisko i ściana czołowa pieca, poruszający się po szynach za pomocą napędu elektrycznego lub wciągarki elektromechanicznej. Wózek rusza spod pieca, części ładuje się na niego za pomocą dźwigu, następnie wjeżdża pod komorę i włącza się piec do grzania.
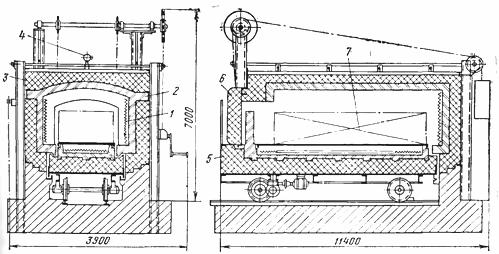
Ryż. 6. Piec komorowy z paleniskiem na wózkach: 1 — grzejniki, 2 — obmurowanie ogniotrwałe, 3 — izolacja termiczna, 4 — termoelement, 5 — szuflada, 6 — drzwi, 7 — klatka
Po zakończeniu cyklu wyżarzania wózek ponownie opuszcza piec i jest rozładowywany. Grzejniki piecowe są zwykle umieszczane na bokach, tylnej i przedniej ścianie oraz w palenisku, a czasami także w celu zapewnienia bardziej równomiernego ogrzewania wzdłuż sklepienia. Dolne i przednie grzejniki ścienne zasilane są elastycznymi przewodami lub stykami łopatkowymi. Takie piece są ekonomiczne tylko przy dużym wsadzie, osiągając pojemność 100 ton i więcej oraz moc 3000 — 5000 kW.
Drugą ogólną grupą pieców okresowych są piece szybowe. Wykonywane są w postaci okrągłych, kwadratowych lub prostokątnych trzonów, otwartych od góry i przykrytych wieczkiem (ryc. 7).
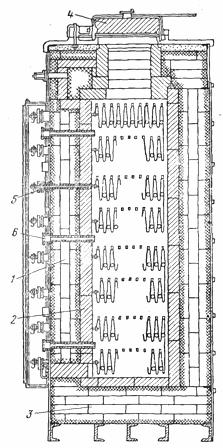
Ryż. 7. Piec elektryczny szybowy: 1 — grzejniki, 2 — obmurowanie ogniotrwałe, 3 — izolacja termiczna, 4 — pokrywa pieca, 5 — wylot grzejnika, 6 — termoelement.
Grzałki w piecach szybowych są zwykle instalowane na ścianach bocznych (grzałki dolne są rzadko instalowane, częściej w piecach płaskich prostokątnych). Czasami w okrągłych piecach przeznaczonych do ogrzewania wydrążonego cylindrycznego wsadu (wiązek drutu, rolek cyny) dodatkowo wzdłuż osi znajduje się pionowy grzejnik centralny. Specjalne żaroodporne prowadnice chronią grzałki przed uszkodzeniem podczas wkładania lub wyjmowania przedmiotów z piekarnika lub koszy z przedmiotami.
Piece szybowe są czasami bardzo głębokie do obróbki cieplnej szybów i rur (10 m lub więcej głębokości) z kilkoma strefami grzewczymi, aby zapewnić równomierne ogrzewanie na całej wysokości. W tym samym czasie partia rur jest zbierana poza piecem, mocowana w specjalnym zawieszeniu i opuszczana do pieca za pomocą dźwigu.
Piece te są mniej elastyczne niż piece komorowe, ale w niektórych przypadkach mają istotne zalety. Załadunek i rozładunek ciężkich produktów do pieca można łatwo wykonać za pomocą konwencjonalnej suwnicy pomostowej w warsztacie lub, jeśli nie jest ona dostępna, za pomocą wciągnika lub bloku. Zajmują mniej miejsca, ponieważ są zwykle zakopane w ziemi, aby ułatwić konserwację. Są łatwe do uszczelnienia, a tym samym zmniejszają utlenianie produktu, tworząc uszczelnienie piaskowe, olejowe lub wodne dla pokrywy.
Ze względu na większą zwartość i lepsze uszczelnienie pokryw w porównaniu z drzwiami, straty tych pieców są mniejsze niż pieców komorowych i wynoszą od 15 do 25% mocy nominalnej.
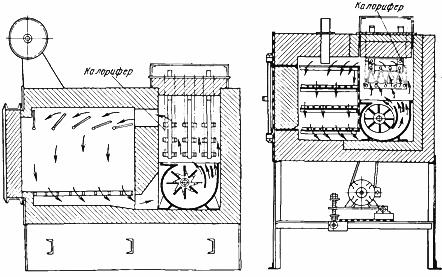
Konstrukcje pieców metodycznych różnią się głównie w zależności od zastosowania jednego lub drugiego mechanizmu do przemieszczania ogrzanych produktów wewnątrz pieca. Tak więc piece przenośnikowe mają przenośnik - niekończącą się wstęgę rozciągniętą między dwoma wałami, z których jeden prowadzi i jest napędzany przez specjalny silnik. Detale umieszczane są na przenośniku ręcznie lub za pomocą specjalnego podajnika i przemieszczane na nim od strony załadunkowej pieca do części rozładunkowej.
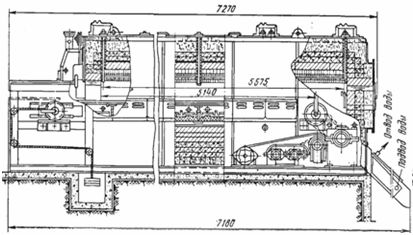
Ryż. 8. Elektryczny piec do hartowania przenośnika
Taśma przenośnika wykonana jest z plecionej siatki nichromowej (dla części najlżejszych) lub z tłoczonych płyt i prętów łączących je, a dla części ciężkich z ogniw łańcucha tłoczonych lub odlewanych. W tym ostatnim przypadku wał napędowy przenośnika jest uzębiony i pełni rolę kół zębatych, których zęby znajdują się pomiędzy ogniwami łańcucha.
Przenośnik można umieścić w komorze pieca jako całość, razem z dwoma wałami, wówczas jest on cały czas nagrzewany, a tym samym gromadzone w nim ciepło jest magazynowane.
Wadami tej konstrukcji są: bardzo trudne warunki pracy dwóch wałów przenośnika w strefie wysokich temperatur, trudność ich naprawy (mała dostępność) oraz niedogodność załadunku części na rozgrzaną powierzchnię przenośnika. musi to chłodzić wały wodą, co prowadzi do dość znacznych strat ciepła, przez co często końce przenośnika i jego dolne odgałęzienie są usuwane z obudowy. Naturalnie w tym przypadku przenośnik zbliża się do załadowanego końca pieca schłodzonego, a zatem ciepło przez niego zgromadzone znika. Te straty ciepła są większe niż w przypadku wody chłodzącej w zamkniętych piecach przenośnikowych.
Grzałki w piecu przenośnikowym znajdują się najczęściej na stropie iw palenisku, pod górnym odgałęzieniem przenośnika, rzadziej na bocznych ścianach komory. Piece przenośnikowe służą do nagrzewania tylko stosunkowo niewielkich części do temperatury 900°C, ponieważ przy wyższej temperaturze praca obciążonych mechanicznie części przenośnika staje się zawodna.
Szczególną grupę stanowią tzw. piece rozciągające, które służą do nagrzewania drutów lub taśm ze stali i metali nieżelaznych.Są to komory z grzałkami, przez które z dużą prędkością (do 0,5 m/s) przepuszczany jest pasek lub wiązka przewodów (ryc. 9). W piecach do rozciągania uzyskuje się bardzo równomierne nagrzewanie, a wady obróbki cieplnej można zredukować do zera.
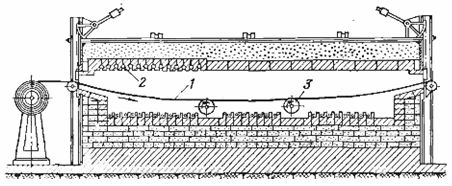
Ryż. 9. Piec do rozciągania taśmy: 1 — taśma podgrzewana, 2 — grzejniki pieca, 3 — rolki podtrzymujące.
Projekty pieców wysokotemperaturowych
Najbardziej powszechna jest grupa pieców z nagrzewnicami karburutowymi. Grzałki karborundowe mogą pracować do 1450°C, dlatego piece z grzałkami karborundowymi obejmują zakres 1200 — 1400°C. Od pieców średniotemperaturowych różnią się grubszą wykładziną składającą się z co najmniej trzech warstw.
Ponieważ rezystancja prętów zmienia się znacznie podczas nagrzewania, a ponadto aby uniknąć ich uszkodzenia, wymagane jest stosunkowo powolne nagrzewanie do 850°C przy obniżonym napięciu, wówczas piece wysokotemperaturowe z grzałkami karburundowymi wyposaża się w transformatory sterujące, które umożliwiają zmianę napięcie zasilania małymi krokami, przynajmniej w stosunku 2:1.
Jest to również konieczne, ponieważ podczas pracy pręty starzeją się, zwiększając ich rezystancję, w wyniku czego konieczne jest zwiększenie dostarczanego do nich napięcia w celu utrzymania poprzedniej mocy pieca.
Ze względu na starzenie się, które występuje z różną intensywnością dla poszczególnych prętów, nie zaleca się łączenia ich szeregowo ze względu na możliwe różne zmiany ich rezystancji podczas ogrzewania.Z drugiej strony, jeśli jeden z prętów połączonych równolegle ulegnie awarii, nie można go wymienić na nowy, ponieważ rezystancja pozostałych prętów już wzrosła, należy je wszystkie wymienić na nowe lub wziąć ze starego , już działające pręty, każdy o odpowiedniej do tych warunków rezystancji.
Ryż. 10. Komorowy piec wysokotemperaturowy. Dolna komora z grzałkami metalowymi służy do ogrzewania, górna do wysokich temperatur z grzałkami z węglika krzemu.