Procedura badania wyposażenia elektrycznego maszyn do cięcia metalu o napędzie elektrycznym
Zalecenia tej metodyki mają zastosowanie do badań wyposażenia elektrycznego obrabiarek do metalu i drewna z napędem elektrycznym. Obecnie maszyny wyposażone w napęd elektryczny znajdują zastosowanie w obróbce drewna i metalu. Maszyny pełnią różne funkcje i mają różne cele. W zależności od przeznaczenia, każda maszyna może być wyposażona w inną liczbę mechanizmów, napędów oraz posiadać różne schematy sterowania tymi napędami. Pomimo różnicy w funkcjonalności wszystkie maszyny powinny być okresowo testowane.
Obiekt testowy
Zgodnie z zasadami bezpieczeństwa pracy z narzędziami i osprzętem, maszyny elektryczne, niezależnie od ich złożoności, przeznaczenia i zakresu zastosowania, muszą być okresowo badane. Zasady te regulują częstotliwość wykonywania badań wyposażenia elektrycznego maszyny, rezystancji izolacji oraz ciągłości obwodu ochronnego.
Silniki elektryczne maszyny są w większości przypadków sterowane za pomocą rozruszników (lub specjalnych przekaźników pośrednich). W rzadkich przypadkach włączanie i wyłączanie silnika elektrycznego maszyny można wykonać bezpośrednio za pomocą urządzenia zabezpieczającego - wyłącznika, specjalnego przycisku itp. Takie proste schematy są rzadko i zwykle stosowane w małych maszynach.
W przypadku najprostszych maszyn wszystko wydaje się jasne. W przypadku bardziej złożonych maszyn sterowanie odbywa się zwykle za pomocą oddzielnego transformatora małej mocy. Separacja obwodów i redukcja napięcia służą zapewnieniu bezpieczeństwa personelu serwisowego. Uzwojenia wtórne transformatorów sterujących muszą być uziemione do obudowy maszyny. W najbardziej skomplikowanych maszynach do cięcia metalu stosuje się kilka transformatorów separacyjnych — do obwodów sterowania, sygnalizacji, zasilania elementów półprzewodnikowych obwodów kontrolnych i sterujących.

Na podstawie schematu maszyny należy wybrać metody testowania sprzętu elektrycznego. W każdym przypadku należy zmierzyć rezystancję izolacji części zasilających maszyny do ziemi, obwodów sterowania i sygnalizacji do ziemi. W przypadku zastosowania transformatora separacyjnego do zasilania obwodów sterujących należy sprawdzić stan izolacji pomiędzy obwodami zasilającymi a obwodami zasilającymi obwody sterujące i sygnalizacyjne.
Podczas pomiaru rezystancji izolacji megaomomierzem należy podjąć środki zapobiegające uszkodzeniu elementów półprzewodnikowych w obwodach sterujących - elementy półprzewodnikowe muszą być zwarte.Oprócz pomiaru rezystancji izolacji należy wykonać próbę obwodów mocy i obwodów sterowania i sygnalizacji względem masy napięciem przemiennym 1500 V przez jedną minutę. Obwody sygnałowo-sterownicze o napięciu poniżej 50 V również muszą być zbadane, jeżeli nie zawierają elementów półprzewodnikowych, które mogą ulec uszkodzeniu podczas badania.
Ostatnim etapem badania wyposażenia elektrycznego maszyn do cięcia metalu jest sprawdzenie metalowego połączenia pomiędzy metalowymi częściami maszyny. Wszystkie części metalowe, na których instalowane są urządzenia elektryczne, muszą mieć niezawodne metalowe połączenie między sobą a przewodem uziemiającym (ekranowany przewód PE).Kontrolę przeprowadza się poprzez oględziny.
Jeśli wątpisz w niezawodność ciągłego obwodu ochronnego, zmierz rezystancję między stykiem przewodu ochronnego a jakąkolwiek metalową częścią maszyny. Rezystancja metalowego połączenia w tym przypadku nie powinna przekraczać 0,1 oma. Jeśli pomiar połączenia metalowego jest wykonywany bezpośrednio do przewodu PE i połączeń stykowych korpusu maszyny, wówczas rezystancja nie powinna przekraczać 0,05 oma.
Pewne cechy
Rezystancja izolacji
Pomiar rezystancji izolacji wyposażenia elektrycznego maszyn do cięcia metalu przeprowadza się przed uruchomieniem, po poważnych naprawach, a także raz na sześć lat. Rezystancja izolacji musi wynosić co najmniej 1MΩ.
Rezystancja izolacji jest mierzona:
-
obwody zasilające do korpusu maszyny (przewód PE),
-
obwody sterujące względem korpusu maszyny (przewód PE),
-
obwody sygnałowe do korpusu maszyny (przewód PE),
-
obwody sygnałowe i sterujące a obwody mocy (jeśli te obwody są rozdzielone).
Obwody sterowania i sygnalizacji uważa się za oddzielone od obwodów zasilania maszyny, jeżeli obwody te są zasilane przez oddzielne (oddzielne) transformatory izolacyjne.
Podczas pomiaru rezystancji izolacji elementy półprzewodnikowe w mierzonych obwodach muszą być zwarte, aby uniknąć uszkodzenia.
Test skoku napięcia AC
Obwody mocy, obwody sygnałowe i sterujące należy testować napięciem o podwyższonej częstotliwości. Częstotliwość testu jest taka sama jak przy pomiarze rezystancji izolacji wyposażenia elektrycznego maszyny. Wszystkie obwody, z wyjątkiem obwodów sterowniczych i obwodów sygnałowych o napięciu poniżej 50 V, zawierające elementy elektroniczne i półprzewodnikowe, muszą być sprawdzone w odniesieniu do obudowy maszyny (przewód PE). Napięcie probiercze — 1500 V, czas trwania 1 min.
Sprawdzenie ciągłości obwodu ochronnego
Kontrola ciągłości obwodu ochronnego jest przeprowadzana przez kontrolę zewnętrzną. Podczas kontroli należy zwrócić uwagę na styki pomiędzy metalowymi częściami maszyny oraz na jakość połączenia przewodu PE z obudową. Jeżeli podczas oględzin istnieją wątpliwości co do jakości styków między otwartymi częściami przewodzącymi, należy wykonać pomiar rezystancji między końcówką przewodu PE a każdą metalową częścią maszyny. Zmierzona rezystancja nie powinna przekraczać 0,1 oma.
Warunki badania i pomiaru
Badanie wyposażenia elektrycznego maszyn do cięcia metalu z napędem elektrycznym przeprowadza się w dodatniej temperaturze otoczenia. Jeżeli maszyna została umieszczona w ciepłym pomieszczeniu po przechowywaniu na zewnątrz, zwłaszcza w niskiej temperaturze, przed przystąpieniem do testowania należy ją pozostawić na jakiś czas w pomieszczeniu, aż do zniknięcia skroplin na obudowie i sprzęcie elektrycznym. Czas rozgrzewania maszyny jest silnie zależny od jej wielkości i jest określany wizualnie.
Wilgotność otaczającego powietrza jest istotna podczas prowadzenia obwodów wysokiego napięcia, obwodów sterowania i sygnalizacji maszyn do cięcia metalu, ponieważ skraplanie się pary wodnej na uzwojeniach silników elektrycznych i przewodach może doprowadzić do uszkodzenia izolacji, a co za tym idzie do awarii urządzeń (zgodnie z badaniami, tj. i przetestowane) ) …
Przed wykonaniem prób wysokonapięciowych sprzęt należy oczyścić z kurzu, brudu i wilgoci. Ciśnienie atmosferyczne nie ma szczególnego wpływu na jakość wykonywanych badań, ale jest rejestrowane w celu wpisania danych do protokołu.
Narzędzia pomiarowe
Pomiar rezystancji izolacji produkuje megametry dla napięcia 1000 V, np. M 4100/4, można zastosować megaomomierze typu ESO 202. Badanie napięcia zasilania o podwyższonej częstotliwości przeprowadza się za pomocą różnych instalacji, które składają się z następujących elementów: transformator probierczy, urządzenia regulacyjne, kontrolno-pomiarowe i zabezpieczające.
Urządzenia te obejmują instalację AII-70, AID-70, a także różne transformatory probiercze wysokiego napięcia, które mają wystarczający poziom ochrony i są odpowiednio przygotowane do testowania.Do pomiaru rezystancji służą omomierze: MMV, różne multimetry, mostki DC. Klasa dokładności urządzeń — 4.
Wszystkie urządzenia muszą być sprawdzone, a instalacje testowe certyfikowane przez odpowiednie agencje rządowe.
Procedura badania i pomiaru
Pomiar rezystancji izolacji
Jak wspomniano powyżej, rezystancję izolacji mierzy się za pomocą megaomomierza przy całkowicie wyłączonej maszynie. Pomiar przeprowadza się w następującej kolejności:
1. Zmierz rezystancję izolacji za rozrusznikiem sterującym silnikiem (lub wieloma silnikami) bez demontażu obwodu. Megaomomierz jest podłączony za rozrusznikiem w kierunku silnika elektrycznego do jednej z faz. Pojedynczy pomiar jest wykonywany podczas jednoczesnego sprawdzania wszystkich trzech faz w uzwojeniu silnika.
2. Mierzy się rezystancję izolacji obwodów sterujących, dla których megaomomierz podłącza się do uzwojenia wtórnego transformatora izolacyjnego, po czym odłącza się uziemienie od tych obwodów. Mierzona jest rezystancja izolacji — podczas gdy wszystkie obwody są sprawdzane jednocześnie przez uzwojenie transformatora; jeżeli badane obwody zawierają elementy elektroniczne, należy podjąć działania zapobiegające ich uszkodzeniu (zwarcie, demontaż płytek). Jeśli transformator izolacyjny ma kilka uzwojeń o różnych napięciach, wszystkie uzwojenia są sprawdzane jednocześnie.
3. Sprawdza się rezystancję izolacji obwodów mocy maszyny przed rozrusznikiem silnika (silniki elektryczne — jeśli jest ich kilka) w tym celu pomiar przeprowadza się faza po fazie, ponieważ fazy są tutaj rozdzielone.Megaomomierz jest podłączony szeregowo do każdej fazy za maszyną zasilającą maszyny. Jeżeli po maszynie głównej jest kilka dodatkowych to należy je uwzględnić (można połączyć obwody i wykonać jeden pomiar, ale przy skomplikowanych maszynach może być trudno określić gdzie należy wykonać połączenie, łatwiej wykonać kilka pomiarów bezpośrednio na głównych zaciskach maszyny).
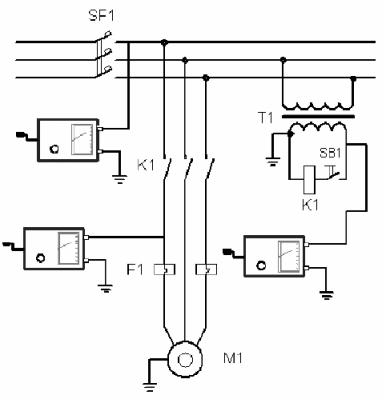
Schemat pomiaru rezystancji izolacji wyposażenia elektrycznego maszyny
Testowanie wyposażenia elektrycznego maszyny o podwyższonym napięciu
W celu przeprowadzenia prób wysokonapięciowych należy połączyć ze sobą obwody mocy (umieścić zworki w fazach, jak przy pomiarze rezystancji izolacji przed rozrusznikiem silnika), połączyć obwody mocy z obwodami sterującymi i sygnalizacyjnymi. Należy usunąć uziemienie z obwodów sterowania i sygnalizacji (na uzwojeniu wtórnym transformatora separacyjnego).
Podłączyć aparaturę testową do obwodów kombinowanych i do korpusu maszyny. Zastosuj napięcie i przytrzymaj przez 1 minutę.
Sprawdzenie ciągłości obwodu ochronnego
Weryfikacja odbywa się poprzez oględziny. Przeprowadzana jest kontrola metalowych części maszyny - należy zapewnić niezawodne połączenie metalowe między wszystkimi metalowymi częściami maszyny. Jakość styku między częściami urządzenia może być zagwarantowana przy braku korozji części metalowych, przy obecności połączeń śrubowych oraz, jeśli to konieczne, przy obecności dodatkowych zworek w postaci drutu miedzianego o przekroju co najmniej 4 mm2.
W razie potrzeby (istnieją wątpliwości co do jakości styku) omomierzem mierzy się rezystancję między stykiem połączenia przewodu ochronnego z obudową maszyny a jakąkolwiek metalową częścią maszyny.
Jansiukiewicz V.A.