Cyklogramy działania urządzeń elektrycznych na schematach
 Aby uzyskać pełniejsze informacje na temat zasady działania bloków i poszczególnych urządzeń maszyn i instalacji do cięcia metalu, schemat ideowy jest często uzupełniany cyklogramami.
Aby uzyskać pełniejsze informacje na temat zasady działania bloków i poszczególnych urządzeń maszyn i instalacji do cięcia metalu, schemat ideowy jest często uzupełniany cyklogramami.
Cyklogram — schemat cykliczny, graficzne przedstawienie procesu cyklicznego.
Cyklogramy (taktogramy) działania urządzeń elektrycznych mają na celu wyjaśnienie i określenie kolejności i czasu włączenia silników elektrycznych i urządzeń sterujących. Są one niezbędne do wyjaśnienia i określenia kolejności i czasu włączenia silników elektrycznych i urządzeń sterujących w cykle mechanizmów.
Ważne jest posiadanie cyklogramów dla mechanizmów z automatycznymi cyklami pracy i dużą liczbą urządzeń sterujących. Cyklogramy przedstawiają z reguły wyłączniki ruchu, wyłączniki ciśnieniowe, elektromagnesy i inne urządzenia sterowniczo-wykonawcze lub silniki elektryczne.
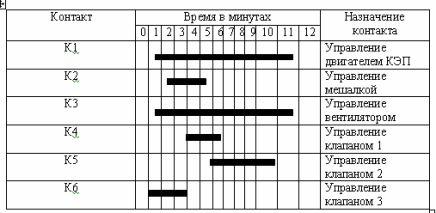
Ryż. 1. Przykład cyklogramu
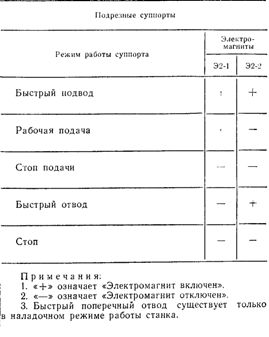
Istnieją dwa główne sposoby rysowania cyklogramów — tabelaryczne i graficzne.Metodę tabelaryczną zwykle stosuje się do wyjaśnienia działania hydraulicznych lub pneumatyczno-elektrycznych elementów sterujących.
Podczas kompilacji cyklogramów zgodnie z metodą tabelaryczną należy przestrzegać następujących konwencji:
a) znak «+» oznacza wymuszony stan urządzenia.
Ten stan odpowiada wciśniętemu kołkowi wyłącznika krańcowego, tłokowi suwaka elektromagnesu lub elektromagnesowi pod napięciem.
Urządzenia do samoodzyskiwania będą znajdować się w stanie wymuszonym tylko wtedy, gdy zostanie do nich przyłożone zasilanie wejściowe (sygnały);
b) znak „-” służy do wskazania stanu swobodnego aparatu, co odpowiada odłączonym elektromagnesom, pozbawionym napięcia przełącznikom jazdy, tłokom sprężyn hydraulicznych lub pneumatycznych;
c) w przypadkach, gdy elementy kontrolne mają więcej niż dwa stany stabilne, cyklogram uzupełnia się symbolami literowymi: H — dolna pozycja rolki, B — górna; L — lewy; P — prawda; C — średnia itp.
na ryc. 2 pokazuje, w jaki sposób cyklogram jest zestawiony w tabeli dla sań (kopiowanie i znakowanie) tokarki.
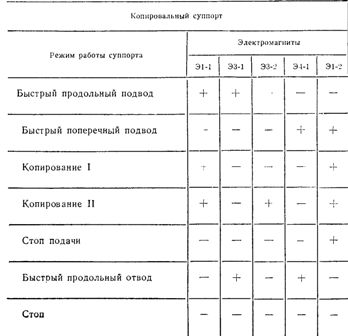
Ryż. 2. Cyklogram działania hydraulicznych napędów elektrycznych
W przeciwieństwie do tabelarycznej metody rysowania cyklogramów, metoda graficzna pozwala na określenie stanu nie tylko wyposażenia hydro- i pneumoelektrycznego oraz dowodzenia, ale także stanu i działania wszystkich rodzajów mechanizmów wchodzących w skład mechanizmu, wyposażenia elektrycznego, które należy zaprojektować. Takie cyklogramy powinny być wizualne, łatwe do narysowania i zrozumiałe do odczytania, a także powinny w pełni charakteryzować działanie wszystkich elementów mechanizmu produkcyjnego.
W projektowaniu najczęściej stosuje się cyklogramy „w drodze”, cyklogramy czasowe i diagramy sekwencji sekwencji działania mechanizmów.
O wyborze rodzaju cyklogramu decyduje złożoność cyklu projektowanego obiektu.
Cyklogramy „w drodze” są najprostsze, uwzględniają tylko przejścia technologiczne różnych cykli działania mechanizmów i rozmieszczenie niezbędnych miejsc na oznaczenia urządzeń dowodzenia i wykonawczych. Ten cyklogram zapewnia dokładne przedstawienie wydajności maszyny.
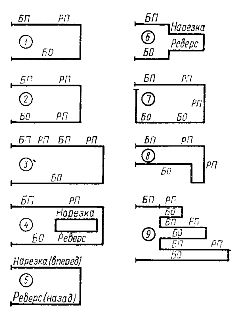
Ryż. 3. Najprostszy schemat sekwencji pracy obrabiarki „w drodze”: BP — szybkie podejście: RP — pasza robocza, BO — szybkie zbieranie, 1 — 9 — przejścia technologiczne stada.
Cyklogram pracy „po drodze” urządzenia ładującego i pióra pozwala na ocenę przebiegu procesów równoległych oraz stanu urządzeń sterujących zapewniających rozpoczęcie pracy mechanizmów i urządzeń wykonawczych realizujących odpowiednie przełączenia na urządzenie ładujące.
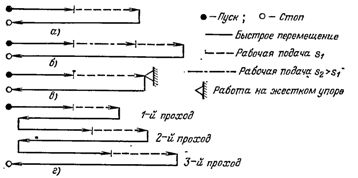
Ryż. 4. Diagramy cykli ruchu głowic napędowych modułowych maszyn do obróbki metalu.
Objaśnienia cyklogramów:
Głowica posuwu z narzędziami skrawającymi najpierw szybko zbliża się do przedmiotu obrabianego, następnie prędkość ruchu maleje i uzyskuje się posuw roboczy. Po zakończeniu obróbki głowica szybko wraca do pierwotnej pozycji (a). Podczas obróbki otworów na śruby narzędziem kombinowanym najpierw są one wiercone (lub gwintowane) normalnym posuwem roboczym s2, następnie następuje automatyczne przejście na posuw dolny, w którym wykonywane jest pogłębianie.Diagram cyklu ruchów głowy dla tego przypadku pokazano na ryc. 4, b.
Aby przeciwdziałać powierzchniom końcowym w pobliżu wywierconych otworów na końcu skoku roboczego, narzędzie obraca się bez posuwu - pracuj na twardym ograniczniku (ryc. 4, c). Głowica podająca zatrzymuje się poprzez oparcie na specjalnej śrubie zamontowanej na stałym wsporniku. Ciśnienie oleju w układzie hydraulicznym wzrasta i po czasie określonym nastawą presostatu głowica powraca do pierwotnego położenia.
Podczas wiercenia głębokich otworów należy okresowo odciągać wiertło od przedmiotu obrabianego, aby usunąć wióry i je schłodzić. Cykl ruchu głowicy napędowej odpowiadający temu przypadkowi pokazano na rys. 4, d. Pod koniec wiercenia głowica z narzędziami wraca do pierwotnej pozycji.
Złożone cykle, w których bierze udział duża liczba urządzeń elektrycznych lub maszyn, zobrazowane są w postaci cyklogramów czasowych, które przedstawiają przejścia technologiczne w sekundach (lub minutach) oraz działanie poszczególnych jednostek mechanizmu produkcyjnego.
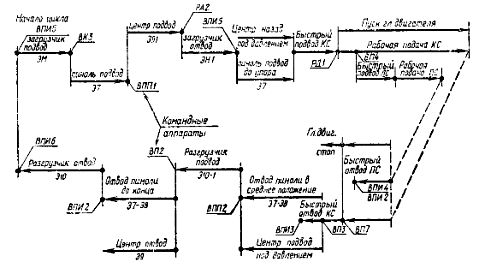
Ryż. 5. Cyklogram pracy „w drodze” urządzenia ładującego w kojcu maszyny